УДК
681.20:545.48
Мусабеков
Н.Р., Ибраев А.Х., Молдахметов К.К.
Казахский
Национальный Исследовательский Технический Университет имени К.И.Сатпаева
Республика
Казахстан, г. Алматы
Разработка Математических
моделей для процесса плавки медных концентратов в печи ванюкова
Процессплавки медных концентратов
является одним из наиболее существенных мировых достижений в области
металлургии тяжелых цветных металлов. Исследование данных процессов осуществлялась в
период внедрения в производство технических средств автоматизации с
использованием методов математического моделирования в научных исследованиях. В
статье приводится описание математических моделей для целей эффективного
управления процессами плавки медных концентратов.
Различные
научные исследования в областиоптимизации физико-химических процессов
позволила создать новую технологию – плавку в жидкой ванне, позже названную
«плавкой Ванюкова». Сущность
технологического процесса в жидкой ванне заключается в
том, что кислородсодержащий
газ вводится под избыточным давлением около 0,1 МПа в расплав через фурмы в стенах
печи на уровне примерно 0,3-0,7 м ниже уровня расплава в спокойном состоянии
внутри шахты печи. Общая
глубина ванны расплава в печи без барботажа 2,0-2,5 м. Кислородсодержащий газ
дутья, барботируя верхнюю часть расплава энергично перемешивает его и создает
газонасыщенный слой гетерогенного расплава, состоящего в основном из шлака с
включениями до 10% (вес.) сульфидов в виде капелек штейна и при недостатке тепла
– угля или кокса. Высота барботируемого газонасыщенного расплава увеличивается
на величину, равную 2-х кратному расстоянию от оси фур до уровня расплава в спокойном
состоянии. Кислородсодержащий газ взаимодействует, в первую очередь, с
сульфидом железа, серой и углем и генерирует тепло, необходимое для плавления
загружаемой шихты и нагрева расплава именно в зоне технологического процесса равномерно
во всем верхнем слое [1].
Благодаря интенсивному перемешиванию капельки
сульфидной фазы, образуемые из загруженных частиц сырья, соударяются и
сливаются, достигая гидродинамически устойчивого размера 0,5-5 мм, достаточного
для выпадения их из верхнего барботируемого слоя и быстрого опускания в донную
фазу.
Шихта, состоящая из флотационного концентрата
или кусковой руды с флюсом и, если необходимо, с кусковым углем, вводится
сверху в барботируемый слой; вследствие высокой энергии перемешивания она
равномерно распределяется по всему его объему [2].
Расплавленные сульфиды шихты вследствие высокой
активности серы и железа интенсивно взаимодействуют со шлаком и кислородом
дутья, поддерживают низкое содержание магнетита в шлаке. Это способствует
получению шлаков, бедных по цветным металлам.
Печь Ванюкова представляет собой прямоугольную шахту
шириной 2,0-2,5 м, длиной 10 и высотой 6 м. В боковых продольных стенах печи на
высоте 1,60-2,5 м от подины водоохлаждаемые фурмы для подачи дутья, а если
необходимо и углеродистого топлива (природного газа, мазута или пылеугля).
Экспериментально установлено, что ни один из известных огнеупоров не способен
длительное время противостоять воздействию нагретого до 1500-1600 К шлака при
энергичном его перемешивании [2].
Для надежного ограждения расплава потребовалось смонтировать
боковые и торцевые стены шахты из массивных охлаждаемых водой медных кессонов,
расположенных в зоне перемешивания шлака от уровня около 1 м ниже оси фурм, до
уровня 3,5 м выше оси фурм. Горн шахты печи ниже кессонированного пояса
выполнен из огнеупорного кирпича. В торцевых стенах горна созданы два
переточных канала для вывода из него шлака и штейна. Снаружи к шахте печи у
переточных каналов герметично примыкают емкости, сообщающиеся через них с
внутренним пространством шахты, называемые шлаковым и штейновым сифонами. В
стенах этих сифонов предусмотрены щелевидные окна, положение порога которых
определяется соответствующим уровнем слива шлака и штейна.
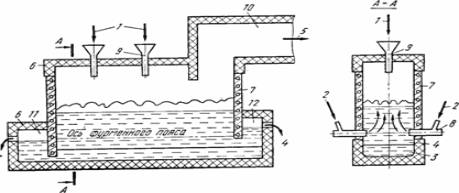
Рисунок 1 – Схема печи
Ванюкова
1 — шихта; 2 — дутье; 3 —
штейн; 4 — шлак; 5 — газы; 6 — кладка печи;
7 — медные литые кессоны; 8
— фурмы; 9 загрузочная воронка; 10 — аптейк;
11 — штейновый сифон; 12 —
шлаковый сифон
Плавка в жидкой ванне представляет собой
принципиально новый класс, эмульсионных процессов осуществляемых в энергично
барботируемых шлаковых ваннах.Ванюковым А.В. впервые были обоснованы
преимуществавертикального движения эмульсии в нижней подфурменной зоне при ее
расслаивании в прямоточном потоке расплава. Это позволило совместить в одном
агрегате реакционную зону с движением расплава.
Основное достоинство возгонки в барботажных
процессах это большая реакционная способность контактирующих фаз (шлака,
штейна, газа) из-за развитой поверхности, что обеспечивает высокие скорости
массообмена, теплообмена и всех химических и физических процессов.
Характеристика
процесса Ванюкова как объекта управления. Объект управления - промышленная печь Ванюкова
для плавки в «жидкой ванне». Промышленная
установка Ванюкова БГМК представляет собой двухзоннуюкессонированную печь с
непрерывной сводовой загрузкой в зону плавления, боковым дутьем в расплав и
непрерывным выводом продуктов плавки из реакционной зоны [2].
Шихта составляется в штабельном шихтарнике по
расчетам режима плавки и данными о составе перерабатываемых материалов. Попадая
в расплав шихта нагревается, растворяется, высшие сульфиды шихты диссоциируют,
образуя простейшие сульфидные соединения и элементарную серу. Продукты
диссоциации взаимодействуют с кислородом дутья, барботирующего расплав, в результате
чего образуются штейн, шлак и богатые по сернистому ангидриду газы.
Штейно-шлаковая эмульсия, опускаясь вниз, постепенно расслаивается, штейн
образует сплошную фазу, а шлак через сифон попадает в восстановительную зону,
после чего через второй сифон перетекает в шлаковый электроотстойник [3].
Из характеристики процесса переработки
материалов в печи ПЖВ на БГМК можно заключить, что объект управления
представляет собой технологический процесс со сложной взаимосвязью
характеризующих его параметров. Среди особенностей печи ПЖВ БГМК следует
выделить:
- малую инерционность объекта по каналу: дутье -
температура расплава и отходящих газов и относительно большую по каналу: дутье,
состав входных продуктов - состав штейна и шлака;
- объект можно отнести к классу непрерывных
(непрерывная подача шихты, дутья, непрерывность основных преобразований
(нагревание, плавление, окисление, восстановление материалов, массо- и
теплообмен) и непрерывный выпуск шлака и периодический - штейна, непрерывный
отсос отходящих газов);
- нестационарность параметров процесса в
следствие колебаний значений входных переменных, из за недостаточного
усреднения шихты;
- неполноту информации (наличие контролируемых
параметров, а также запаздываний как на самом объекте, так и в каналах измерения,
значительный уровень помех в последнем и т.д.);
- процессы переработки различных видов сырья,
перерабатываемыхв печи ПВ, имеют ряд особенностей в характере протекания
физико-химических явлений.
В настоящей работе
предлагается структура системы управления процессом, включающая имеющиеся
системы автоматической стабилизации входных (подсистема стабилизации входных
переменных) и выходных переменных с обратными связями (подсистема стабилизации
манометрического режима) с добавлением к ним подсистем оптимального управления
и интеллектуальной подсистемы (рисунок 2).
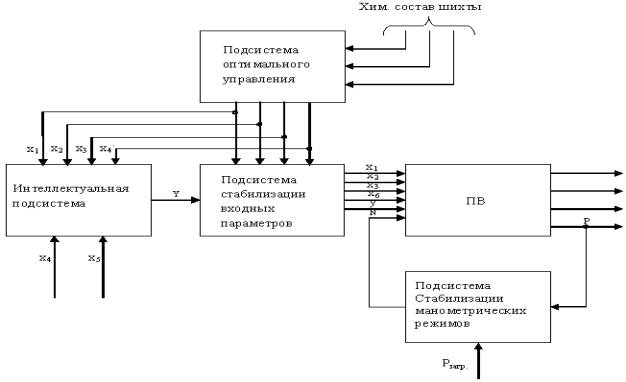
Рисунок 2 – Структура
системы управления процессом плавки в ПВ
Х1 – скорость
загрузки концентрата; Х2 = Х6/Х1 – соотношение
«дутье-загрузка»;
Х3 –
обогащение дутья кислородом; Х4 – влажность концентрата; Х5
– разность температур воды на входе и выходе; Х6 – расход дутья; Y –
уточненная скорость загрузки концентрата; N – число оборотов
газодувки; Р – разряжение под сводом ПВ.
При этом подсистема
оптимального управления на основе данных о химсоставе исходной шихты с помощью
математической модели и одного из методов поиска экстремума некоторой целевой
функции Fц рассчитывает оптимальные значения переменных Х1*
– Х6*.
В приведенной структуре
предполагается использовать интеллектуальную подсистему, которая на основе
полученной от подсистемы оптимизации данных Х1, Х2 и Х3,
а также входных переменных Х4 и Х5 рассчитывает
уточненное значение скорости загрузки концентрата. Это связано с тем, что в
случае, если классические методы построения математических моделей окажутся
недостаточными для адекватного описания данного процесса необходимо
задействовать современный математический аппарат теории нечетких множеств.
Разработка
математического описания процесса плавки в ПВ.
Различные методы математического описания технологических
процессов широко применяются в металлургии для выбора
оптимальных параметров их промышленного осуществления, прогноза ожидаемых технико-экономических
показателей и оперативного управления процессом. При этом расчетные модели
разрабатываются для конкретного металлургического аппарата, в конструкции которого учтены специфические особенности
технологического процесса. Вместе с тем результаты модельных исследований
позволяют вполне обоснованно оценить
правильность принятых конструктивных решений и в случае необходимости
внести соответствующие изменения.
В процессе Ванюкова высокие
скорости окисления горючих компонентов исходных материалов и
формирование металлсодержащей, шлаковой и газообразной фаз конечных составов
обеспечиваются интенсивным барботажем
шлаковой ванны с образованием развитых межфазных поверхностей: газ -
жидкость, твердое - жидкость, жидкость -жидкость. Универсальность процесса
Ванюкова дает основание рассматривать
гидродинамическое моделирование ванны расплава в рабочем объеме печи как одно из направлений в совершенствовании существующих и создании новых технологий.
Разнообразная сырьевая база
Балхашского медь завода обуславливает изменение состава
перерабатываемого в ПВ сырья, что требует постоянной корректировки режимов ведения
плавки, что весьма затруднительно без применения современных математических методов
и моделей.
Разработке математической модели теплообмена в энергетическом комплексе
для плавки в жидкой ванне посвящена работа [5]. Для расчета теплообмена в
энергетическом комплексе созданы 2 зональные модели: модель надслоевого
пространства печи ПВ и модель котла-утилизатора. Математическая модель включает
системы уравнений теплового баланса и теплообмена в расчетных зонах и
уравнение, связывающее элементы комплекса. Установлено, что самые высокие
температуры в надслоевом пространстве наблюдаются в зонах, прилежащих к
расплаву в центральной части печи под аптейком. В периферийных зонах
температурное поле в области аптейка симметрично относительно его оси.
Математическая модель
процесса в ПВ позволяет рассчитать потери меди с отвальным шлаком в зависимости
от производительности, химических и физических свойств исходной шихты, расхода
дутья, содержания в нем кислорода, поддержания манометрического режима и т.д.,
поэтому содержательная постановка задачи оптимизации может быть сформулирована
следующим образом: «Для заданного состава шихты рассчитать такие значения
расхода дутья, содержания в нем кислорода и расхода шихты, которые обеспечили
бы минимальные потери меди с отвальным шлаком, при соблюдении технологических
ограничений на: расход шихты, температуру в печи, расхода дутья, содержание
кислорода в дутье».
Потери меди с отвальным шлаком определяются
количеством штейновых капель, вместе со шлаком, где поток ![]() .
.
Постановка задачи оптимального управления в
таком виде позволит, во-первых, управлять процессом оптимальным образом
(минимизацией содержания меди в отвальном шлаке и во-вторых, вести процесс в
устойчивом и безаварийном режиме посредством соблюдения технологических
ограничений).
Наличие математической модели [5], выбранного
метода поиска и заводских требований соблюдения технологических ограничений
позволяют сформулировать математическую постановку задачу оптимизации в виде
Fц= ![]() рàmin, (1)
рàmin, (1)
При этом поток ![]() определяется с
помощью математических моделей[4-5], для заданных химических и физических
свойств шихты. Однако выбранный
алгоритма поиска экстремума симплексным методом не позволяет осуществлять поиск
при наличии ограничений. Для использования этого метода необходимо
преобразовать функцию цели (1) и ограничения (2) к виду
определяется с
помощью математических моделей[4-5], для заданных химических и физических
свойств шихты. Однако выбранный
алгоритма поиска экстремума симплексным методом не позволяет осуществлять поиск
при наличии ограничений. Для использования этого метода необходимо
преобразовать функцию цели (1) и ограничения (2) к виду
Fц*= Fц+ Fштраф
(2)
где Fц* - новая
(преобразованная)
функция цели, Fштраф - так называемая
функция штрафа, величина которой зависит от нарушения технологических
ограничений.
При этом штраф накладывается только в случае
нарушения верхнего или нижнего ограничения, а его величина может быть
рассчитана по следующим образом:
Fштраф=![]() (3)
(3)
Таким образом при нарушении ограничений функция
штрафа будет возрастать тем больше, чем больше нарушено какой-либо ограничение.
При необходимости можно выставить «веса» за нарушения какого-либо ограничения,
в зависимости от его важности. Тогда функция штрафа будет выглядеть следующим
образом:
Fштраф=![]() (4)
(4)
где
αi – «вес» i-й переменной,
обозначающей «цену» штрафа за нарушение ограничений на эту переменную.
Таким
образом, содержательная и математическая постановки задачи оптимального
управления позволяют разработать алгоритм оптимального управления и
соответствующее программное обеспечение.
Список литературы
1. Ванюков А.В., Быстров
В.П., Васкевич А.Д. и др., под ред. А.В. Ванюкова.Плавка в жидкой ванне // Металлургия.
–Москва, 1988.
2. Кожахметов С.М.Избранные труды.
Исследования в области теории и технологии автогенных процессов. –Алматы, 2005.
3. Сулейменов Б.А.Интеллектуальные и гибридные системы управления
технологическими процессами//Шикула. –Алматы,2009. - 320 с.
4. Иванов В.А.,
Николаева Н.И., Ибраев А.Х., Шапировский М.Р.Математическая модель надфурменной
зоны печи Ванюкова//Цветная металлургия. – Москва,1990, № 8, - с. 113-115.
5. Скуратов А.П., Журавлев Ю.А.,
Григорьев О.М.Разработка математической модели теплообмена в энергетическом
комплексе для плавки в жидкой ванне. Моделирование теплофизических процессов. –
Красноярск, 1989. - 110-118 с.