Технические науки/3. Отраслевое машиностроение
д.т.н.
Кожемяченко А.В., к.т.н. Лемешко М.А.,
инженер
Шерстюков В.В., Новиков А.В..
Институт
сферы обслуживания и предпринимательства (филиал) ДГТУ
в городе
Шахты
Разработка способа и технических
средств очистки подсистем герметичных агрегатов бытовых холодильных приборов
Рабочая среда герметичных агрегатов
бытовых холодильных приборов (БХП) практически никогда не бывает чистой [1].
Наиболее полно процессы взаимодействия компонентов рабочей среды и материалов
элементов герметичных агрегатов изучены при моделировании реальных условий
эксплуатации холодильных машин в запаянных трубках методами Элси и Филиппа –
Тиффани [2,3].
Основным катализатором образования
большинства загрязнений является влага, наличие которой во внутренней системе
герметичного агрегата обусловлено:
- недостаточной степенью обезвоживания
хладагента и смазочного масла;
- недостаточной степенью вакуумирования;
- недостаточной степенью осушки подсистем
перед сборкой агрегата;
- попадание в систему агрегата с частицами
флюса;
- использования гигроскопических
материалов во встроенном электродвигателе хладонового компрессора [6].
Кроме того, как указывает автор работы
[7], вода дополнительно может образовываться даже в тщательно осушенной системе
за счет распада гидроперекиси, являющейся промежуточным продуктом окисления
смазочного масла.
Наличие воды способствует гидролизу
хладагентов и их разложению, побочные продукты которого составляют шлам,
смолистые осадки, хлориды алюминия, меди и другие включения.
Вследствие абразивного изнашивания
поверхностей трибосопряжений деталей хладонового компрессора происходит
выделение продуктов износа в рабочую среду и на внутренние поверхности
элементов агрегата в виде частиц металлов [8].
В условиях работы герметичного агрегата
БКХП к загрязнениям необходимо отнести и примеси в маслохладоновой смеси, под
которыми понимают вещества и соединения, образующие с рабочими веществами
истинные и коллоидные растворы, размеры частиц которых соизмеримы с размерами
молекул компонентов рабочих веществ.
Наличие вышеперечисленных загрязнений
снижает теплоэнергетические и функциональные показатели БКХП. Этот факт
указывает на необходимость обязательной очистки внутренних герметичных
агрегатов БКХП в процессе ремонтных работ.
В настоящее время очистка внутренних
полостей герметичных агрегатов БКХП осуществляется путем заполнения их жидким хладагентом
с последующей продувкой воздухом барботированием через слой хладагента в
противоположном рабочему движению хладона направлении, причем давление воздуха
на 0,01-0,02 МПа больше давления слоя хладагента [9].
Недостатком данного способа является его
неэкономичность, так как кроме хладагента для очистки используется воздух под
давлением. Причем ни хладагент, ни воздух не регенерируются.
Существует способ очистки внутренних
полостей герметичного агрегата бытового холодильника путем промывки очищаемых
полостей жидким хладагентом и последующей их продувки [5].
Однако недостатком этого способа является
отсутствие регенерации хладагента, что приводит к неоправданно большому его
расходу.
Качество очистки и обезжиривания в
существенной степени определяет надежность работы холодильной техники после
ремонта. Необходимость очистки при ремонте холодильной техники намного выше,
чем при ее изготовлении. Это обусловлено тем, что перед началом ремонта
герметичного агрегата следует удалить следы смазочного масла, продуктов распада
и деструкции компонентов рабочих веществ и материалов деталей. Если при
изготовлении агрегатов загрязненность поверхности оценивают как слабую
(удельная загрязненность до 1 г/м2), то при ремонте сталкиваются со
средней и сильной степенью загрязненности, окисленности и замасленности (от 5
до 20 г/м2) [6].
Выбор способа удаления загрязнений зависит
от вида загрязнения, вида очищаемого изделия (рода и состава материала детали,
конфигурации обрабатываемой поверхности), свойств хладагента (состав,
агрегатное состояние и др.).
Для обезжиривания и очистки внутренних
полостей агрегатов бытовых холодильных машин и их деталей при ремонте в настоящее
время все шире применяют хлорированные и фторированные органические
растворители: трихлорэтилен, тетрахлорэтилен, хладон 30, хладон 113, хладон 11,
свойства которых приведены в таблице 1.
Таблица
1 – Свойства органических растворителей, применяемых при ремонте бытовых
холодильных приборов
|
Растворитель |
Температура, К |
Горючесть |
Предельно допустимая концентрация в воздухе, мг/м3 |
Растворимость в воде, % |
|
|
кипения |
самовоспла- менения |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Трихлорэтилен |
360,3 |
653 |
Горюч |
10 |
0,013…0,125 |
|
Перхлорэтилен |
393,8 |
638 |
Негорюч |
10 |
0,04 |
|
Хладон 11 |
269,7 |
973 |
Негорюч |
1000 |
0,01…0,3 |
|
Хладон 30 |
313,1 |
829 |
Пожаро- опасен |
50 |
2,5…0,53 |
|
Хладон 113 |
320,6 |
973 |
Негорюч |
3000 |
0,01…0,03 |
Эти растворители обладают хорошей
растворяющей способностью, относительно стабильны в присутствии различных
конструкционных материалов, регенерируются, достаточно быстро испаряются и
легко конденсируются. Небольшое поверхностное натяжение позволяет им проникать
в минимальные зазоры и трещины и растворять находящиеся там загрязнения.
Основной их недостаток – они пожароопасны.
Применение хладонов в качестве
растворителей позволяет при ремонте холодильных агрегатов совместить операции
сушки и обезжиривания деталей компрессора в сборе. Особенно эффективно
использование для этих целей хладона 113 и хладона 30. Остатки хладонов в
очищенной системе в количестве до 5% не влияют на стабильность работы и
характеристики бытовых холодильных машин.
Очистка герметичного агрегата хладонами
наиболее эффективна при использовании их в жидкой фазе. При продувке системы
холодильного агрегата хладонами в газообразной фазе в отдельных случаях
возможно затвердение загрязнений (охлаждение), из-за чего эффективность такой
очистки снижается [6].
Решение данной проблемы возможно
посредством применения метода подобия функционирования технических систем.
В соответствии с изложенной методологией
была разработана установка для сбора и регенерации хладагента БКХП.
На основании вышеизложенного были
разработаны способ очистки внутренних полостей герметичного агрегата БХП и
технические средства для его реализации.
Эффективность реализации способа
достигается путем промывки и продувки очищаемых полостей одним и тем же рабочим
телом соответственно в жидком и газообразном состояниях с дополнительной его
регенерацией в замкнутом цикле.
На рисунке 1 изображена принципиальная
схема установки для реализации способа очистки внутренних полостей герметичного
агрегата БКХП.
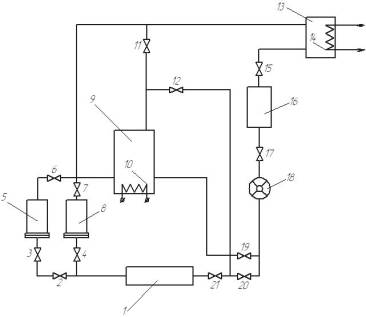
Рисунок 1 – Принципиальная схема установки для
реализации способа
очистки внутренних полостей герметичных агрегатов БКХП
Установка содержит последовательно
соединенные в замкнутом цикле бак 16 с чистым рабочим телом, насос 18,
герметичный агрегат 1, фильтр 5 жидкостной линии, испаритель 9 и конденсатор
13. К испарителю 9 подключен нагреватель 10, а к конденсатору 13 – охладитель
14. Установка снабжена также дополнительным фильтром 8 на парожидкостной линии,
вход которого подключен к выходу герметичного агрегата 1, а выход – к
конденсатору 13. На всех линиях связи установлены запорные вентили 10-21,
позволяющие производить работу установки в режимах промывки и продувки
герметичного агрегата 1.
При реализации способа в режиме промывки
чистое рабочее тело из бака 13 насосом 18 в жидком состоянии подается в
герметичный агрегат 1. Удаление загрязнений осуществляется путем растворения
масел жидким рабочим телом и вытеснение твердых частиц гидродинамической силой
его давления. Загруженное жидкое тело после промывки герметичного агрегата 1
направляется на регенерацию. Сначала проходит фильтр 5, осуществляющий
задержание металлических частиц, а затем испаритель 9, где за счет подвода
тепла от нагревателя 10 разделяется на две фазы – газообразную, представляющую
собой чистое рабочее тело, и загрязнения, оседающие на внутренней поверхности испарителя.
Парообразная фаза конденсируется в конденсаторе 13 за счет теплообмена с
охладителем 14 и самотеком сливается в чистом виде в бак 16. Чистое рабочее
тело готово для повторной промывки.
В режиме продувки чистое жидкое рабочее
вещество из бака 16 насосом 18 подается в испаритель 9, где полностью
испаряется с поднятием давления в паровой фазе. Парообразное рабочее вещество
под давлением направляется в герметичный агрегат 1 для удаления оставшихся
загрязнений и рабочего вещества. После герметичного агрегата 1 парообразное
рабочее вещество поступает на регенерацию в фильтр 8, а затем на конденсацию в
конденсатор 13, после чего в жидком состоянии сливается в бак 16.
В процессе осуществления режима промывки
герметичного агрегата 3 вентили 10…17 открыты, а остальные закрыты, в режиме
продувки вентили 10, 18…21 открыты, остальные закрыты.
Пример. В качестве рабочего вещества применяется хладон-113.
Объем рабочего вещества должен быть не менее двойного объема герметичного
агрегата. Хладон-113 в жидком состоянии при давлении 0,3 МПа подается насосом
18 в герметичный агрегат 1 для промывки. Жидкий хладон-113 поступает в фильтр 5
на регенерацию, а далее – в испаритель 9, где испаряется за счет подвода тепла
нагревателя 10 с образованием чистого парообразного хладона-113, давление паров
которого 0,0227·105 МПа. При средней температуре 373К из испарителя
9 парообразный хладон-113 подается в конденсатор 13, где конденсируется за счет
теплообмена с водой, циркулирующей в охладителе 14. Поскольку теплофизические
свойства хладона-113 и чистой воды близки, то давление хладона-113 в
конденсаторе 13 соответствует 0,0486·105 МПа при средней температуре
343К. Жидкий хладон-113 из конденсатора 13 самотеком стекает в бак 16.
При продувке герметичного агрегата 1 в
жидкий хладон-113 подается насосом 18 в испаритель 9, где испаряется с
поднятием давления до 0,016·105 МПа при 393К. Указанная температура
достигается подачей мощности 1 кВт к нагревателю 10. Парообразный хладон-113
подается для продувки герметичного агрегата 1, а затем направляется на
регенерацию в фильтр 8 и в конденсатор 13. После конденсации под давлением
0,0291·105 Па жидкость сливается в бак 16. Указанное давление
соответствует средней рабочей температуре 365К.
Рассмотренный способ защищен авторским
свидетельством СССР № 1143946 «Способ для очистки внутренних полостей
герметичных агрегатов бытовых холодильников» [9].
В дальнейшем была произведена модернизация
установки для очистки внутренних полостей герметичных агрегатов бытовых
холодильных приборов. Установка (рисунок 2) содержит циркуляционный жидкостной
контур 22 с фильтром 12, насосом 1 и ресивером 30, в котором между насосом 1 и
фильтром 12 выполнен разъем для включения очищаемого агрегата 11. Установка содержит
также конденсатор 24, подключенный входом к контуру 22 между фильтром 12 и
ресивером 30, испаритель 10, один выходной патрубок которого связан линией 17
отвода хладагента с входом в конденсатор 24 и с входом в очищаемый агрегат 11 и
компрессор 14, маслоотделитель 18 с охлаждающим змеевиком 19, установленным на
линии 21 отвода хладагента от испарителя 10.
При этом маслоотделитель 18 расположен
ниже ресивера 30 и компрессора 14 и соединен с нагнетательным патрубком
компрессора 14 с выходным патрубком ресивера 30 трубопроводом 28, а выходной
патрубок конденсатора 24 последовательно связан трубопроводом 26 с охлаждающим
змеевиком 19 маслоотделителя 18 и далее трубопроводом 28 с входом в ресивер 30.
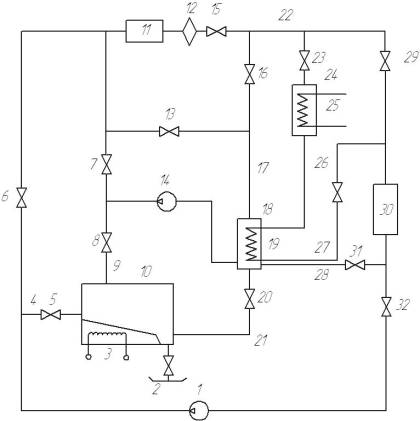
Рисунок 2 – Принципиальная схема установки для очистки
внутренних
полостей холодильных агрегатов
Входной патрубок испарителя 10 через
трубопровод 4 подключен к нагнетательной линии насоса 1, а второй выходной
патрубок испарителя 10 связан трубопроводом 9 с циркуляционным контуром перед
очищаемым агрегатом 11, всасывающий патрубок компрессора 14 подключен к трубопроводу
9.
На циркуляционном контуре и связывающих
трубопроводах установлены регулирующие вентили
2,5,6,7,8,13,15,16,20,23,29,31,32. В испарителе 10 установлен
электронагреватель 3. В конденсаторе 24 установлен змеевик 25 водяного
охлаждения.
В процессе работы установки при промывке
агрегата 11 открываются вентили 6,15,29,32, остальные закрыты. При включении
насоса 1 чистое рабочее тело из ресивера 30 нагнетается в очищаемый агрегат 11,
очищая внутренние поверхности от эксплуатационных загрязнений и смазочного
масла, и направляется через фильтр 12, где происходит предварительная очистка
загрязненного рабочего тела в ресивер 30.
Заполнение испарителя 10 установки
производится открытием вентиля 5 в процессе промывки агрегата.
При продувке очищаемого агрегата
открываются вентили 8,15,23 и 26, остальные закрыты. Предварительно при
дополнительно открытом вентиле 31 осуществляется заполнение маслоотделителя 18
рабочим веществом, поступающим самотеком из ресивера 30.
При подводе необходимого количества тепла
от электронагревателя 3 образовавшиеся пары рабочего вещества отсасываются
компрессором 14, обеспечивая тем самым поддержание постоянного низкого давления
0,1…0,2 МПа кипения в испарителе 10 и под давлением нагнетания 0,9…1,0 МПа
подаются в маслоотделитель 18, где в процессе пропускания их через жидкое
рабочее вещество осуществляется отделение паров масла из парообразной
маслохладоновой смеси.
Очищенные от масла пары холодильного
агента под давлением нагнетания поступают в очищаемый агрегат 11, где
осуществляется удаление остатков загрязнения и жидкого рабочего вещества. После
прохождения через очищаемый агрегат 11 отработанные пары через фильтр 12
поступают в конденсатор 24, где превращаются в жидкость за счет теплоотдачи
воде, протекающей по змеевику 25. Из конденсатора 24 охлажденное рабочее
вещество поступает в змеевик 19 маслоотделителя 18, понижая температуру
жидкости в маслоотделителе 18, поступают далее через трубопровод в ресивер 30.
По окончании продувки объем очищаемого
агрегата 11 заполнен парами рабочего вещества. Удаление остатков рабочего
вещества после продувки осуществляется следующим образом.
Вентили 7,16,22 и 26 открыты, остальные
закрыты. Пары отсасываются компрессором 14, проходят через маслоотделитель 18 и
под давлением нагнетания подаются в конденсатор 24, где конденсируются и в
жидкой фазе, проходя через змеевик 19 маслоотделителя 18, поступают в ресивер
30.
При регенерации отработанного хладона
открываются вентили 8,16,23 и 26, остальные закрыты. Предварительно при
дополнительно открытых вентилях 32 и 5 жидкое рабочее вещество из ресивера 30
перекачивается насосом 1 в испаритель 10, где нагревается, образовавшиеся пары
отсасываются компрессором 14 и нагнетаются, проходя через маслоотделитель 18 в
конденсатор 24 с водяным змеевиком 25. Здесь очищаемый хладагент конденсируется
и, проходя через змеевик маслоотделителя 19, поступает в ресивер 30. Дополнительно
открывается вентиль 20. Рабочее вещество сливается в испаритель 10, где
испаряется, образовавшиеся пары отсасываются компрессором 14 в конденсатор 24,
конденсируются и в жидкой фазе собираются в ресивере 30. По окончании процесса
регенерации давление в испарителе 10 поддерживается равным атмосферному.
Удаление остатков масла из испарителя 10 после регенерации рабочего вещества
производится при открытом вентиле 2. Размещение маслоотделителя 18 с
охлаждающим змеевиком 19 на линии отвода хладагента от испарителя 10 ниже
ресивера 30 и компрессора 14 обеспечивают полную очистку рабочего вещества от
органических и неорганических кислот, оказывающих отрицательное влияние на
долговечность очищаемого агрегата 11. В соответствии с исходными требованиями
на проектирование установки и апробации опытного образца авторами работы [8]
установлено, что для очистки внутренних полостей сборочных единиц и деталей
БКХП при реализации процесса продувки очищаемых изделий необходимо обеспечение
давления пара рабочего вещества на входе в изделие в пределах 0,9…1 МПа.
При подключении нагревательного элемента
испарителя установки происходят нагрев и испарение холодильного агента при
давлении, не превышающем 0,2 МПа и обеспечивающем нормальную работу компрессора
(типа ХКВ) установки. Пары рабочего вещества, сжатые в компрессоре до давления
0,9… 1 МПа, подаются в маслоотделитель и очищаемый агрегат.
Новизна предложенного технического решения
защищена авторским свидетельством СССР № 1651056 «Установка для очистки
внутренних полостей агрегатов бытовых холодильников» [10], которое внедрено в
производств. Общий вид этой установки показан на рисунке 3.
Регенерация рабочего вещества,
находящегося во внутренней полости маслоотделителя 18, осуществляется следующим
образом.

Рисунок 3 - Установка для очистки внутренних полостей
агрегатов
Суммарные затраты энергии на реализацию
данной операции определяются из выражения
Q = Q1 + Q2 + Q3 + Aкм,
где Q1 –
затраты теплоты на подогрев рабочего вещества до температуры насыщения при
давлении 0,2 МПа; Q2 – затраты теплоты на испарение рабочего вещества при
давлении 0,2 МПа; Q3 – потери теплоты; Акм – тепловой эквивалент
работы компрессора.
Указанные затраты тепловой энергии на
реализацию данного процесса при использовании в качестве рабочего вещества
хладона 113 составляют из расчета на 1 кг рабочего вещества 235 кДж.
При реализации данной операции для
достижения требуемого для продувки давления затраты энергии определяются из
выражения
Q = Q1 + Q2 + Q3 + Q4 ,
где Q4 – затраты электроэнергии на перегрев подаваемого
пара. При этом
Q = 295 кДж/кг.
Применение данного способа очистки
холодильных агрегатов позволяет снизить удельные затраты теплоты [8].
Литература:
1. Кожемяченко А.В. Влияние
загрязнений на работоспособность герметичных агрегатов бытовых холодильников и
повышение их эксплуатационных характеристик при ремонте: дис. канд. техн. наук.
– М, 1988 – 201с.
2. Philipp L.A., Tiffany B.E. H Refr. Engug. Vol. 27, 1934 - №5. – p.
248.
3. Elsey H.M., Flowers K.C., Kelley J.B. H Refr. Engug. – V 60,1952. - №7,
- p.737.
4.
Малкин Л.Ш. Осушка и очистка малых холодильных машин/ Л.Ш. Малкин, В.Л. Колин.
– М.: Легкая и пищевая промышленность. 1982.-152 с.
5.
Кожемяченко А.В. Установка для промывки внутренних полостей холодильных
агрегатов при ремонте. Межвузовский сборник науч. трудов, №57. Москва, МТИ,
1985.-16 С.
6.
Кожемяченко А.В. Определение предельных значений засорения
фильт-осушителей бытовых холодильных приборов - Приоритетные направления развития науки и технологий: доклады всероссийской
науч.-техн. конф.; под общ. ред. чл. корр. Российской акад. наук В.П.
Мешалкина.-Тула: Изд-во ТулГУ, 2009.-С.99-102
7. Патент RU № 2480686
27.04.2013 Бюл. № 12 Способ
определения технического состояния бытового холодильного прибора.
8.
Романович Ж.А. Исследование износостойкости кулисных компрессоров бытовых холодильников и разработка рекомендаций по
повышению их долговечности: автореф. дис. …канд. техн. наук -М.: МТИ,
1980.-26с.
9.
Способ очистки внутренних полостей герметичного
агрегата бытового холодильника: А.с. СССР № 1143946 МПК 4F25 B43/00 / А.В. Кожемяченко, Ю.К. Тябин, В.В. Левкин,
С.П. Петросов и др.
10.
Установка для очистки внутренних полостей агрегатов бытовых холодильников»:
А.с. СССР № 1651056 МПК 5F25B45/00/ А.В. Кожемяченко, В.В. Левкин, С.П. Петросов ,
В.В. Родионов и др.