В.П.Приходько, канд.техн.наук
НТУ України
"Київський політехнічний інститут", м. Київ
Використання уніфікованої методології
розрахунку складових похибки установки заготовок
Підвищення точності оброблення
деталей на металорізальних верстатах, у тому числі з ЧПУ, є важливою проблемою,
вирішення якої залежить від стану функціонування технологічної оброблювальної
системи. Використання сучасних верстатів з ЧПУ дозволяє зменшити величину
похибок розмірів, викликаних пружними та температурними деформаціями, настроюванням
інструменту та іншими, що визначаються конструкцією та станом верстата.
У зв’язку з підвищенням точності
оброблення, що забезпечується сучасними верстатами з ЧПУ та проявляється у
зменшенні сумарної похибки оброблення, зростає вага похибки установки заготовок
в загальній похибці оброблення, і в багатьох випадках зазначена похибка є
фактором, що обмежує можливу точність оброблення, тому пошук шляхів зменшення
похибок установки заготовок є актуальною проблемою.
Враховуючи те, що похибка
установки заготовки (ɛуст) є величиною, що включає три
складові – похибку базування (ɛб), похибку пристрою (ɛпр) і похибку закріплення (ɛз), важливо
мати методологію розрахунку всіх складових та
подальшого їх зменшення для одержання найменшої
похибки установки
заготовки (ɛуст).
У роботі [1]
запропонована уніфікована методологія розрахунку складових похибки уставновки (ɛб, ɛпр, ɛуст) та власне
похибки установки, що базується на
використанні теорії розмірних ланцюгів.
Використання уніфікованої
методології ґрунтується на тому, що кожна із
складових похибки
установки, а також власне похибка установки кількісно може бути
оцінена величиною
поля розсіювання вимірювальної
бази одержуваного розміру.
Покажемо особливості
використання уніфікованої методології на прикладах оброблення деталей
установлених в різних пристроях.
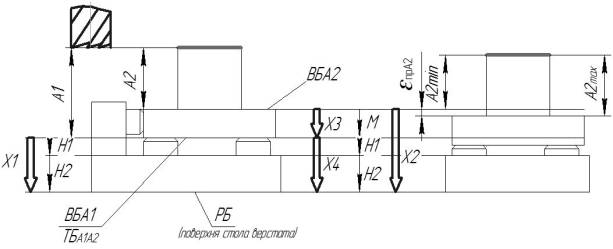
Рис. 1.Схема
установки заготовок та розмірні ланцюги для розрахунку складових похибок
установки заготовок
Задано 2 варіанти розміру (А1,А2),
що визначає положення оброблюваної площини. Покажемо структуру похибок
установки та їх розрахунок для кожного з розмірів .
Для розміру А1, вимірювальна база
(ВБ) суміщена з технологічною(ТБ), отже можна вважати, що ɛбА1=0.
У той же час, внаслідок використання на одній операції декількох верстатних
пристроїв, при обробленні партії заготовок буде мати місце коливання положення
ТБ, а отже і ВБ внаслідок розсіювання, в межах допусків, розмірів (Н1,Н2)
деталей верстатного пристрою (рис.1).
Величина розсіювання положення ВБ
і буде визначати у даному випадку величину похибки пристрою (ɛпр),
яка розраховується як величина поля розсіювання замикаючої ланки (X1) розмірного ланцюга (рис.1)
![]()
![]()
Отже для розміру А1 ɛустА1=ɛпрА1=ωХ1
Для розміру А2 структура похибки
установки буде ɛустА2= ɛбА2+ ɛпрА2,
вона буде визначатись розсіюванням положення ВБ розміру А2, яке можна визначити
на основі РЛ:
![]()
![]()
або через допуски розмірів
[ТХ2]=ТМ+ТН1+ТН2. Очевидно, що складова ωМ=ɛбА2 є похибкою базування і визначає коливання
(розсіювання) положення ВБА2, внаслідок розсіювання розміру
заготовки М, що зв’язує технологічну (ТБА2 ) і вимірювальну (ВБА2)
бази.
Сума двох інших величин полів
розсіювання буде похибкою верстатного пристрою аналогічною похибці розміру А1.
Вона буде визначатись на основі
РЛ: ![]()
![]()
![]()
Розрахуємо похибку базування для розміру А (рис.2), при фрезуванні
лиски на втулці, що встановлена на пальці з зазором, який вибирається в одну
сторону. Обробка всіх заготовок виконується в одному верстатному пристрої. У
цьому випадку є декілька ліній, що будуть займати стале положення при обробці
партії заготовок. Зокрема, це вісь пальця, твірні циліндричної поверхні пальця
М і К. В якості розрахункової бази (РБА) використаємо твірну К по
якій буде здійснюватись контакт заготовки і пальця. Вибір такої РБ дає
можливість сформувати найкоротший РЛ.
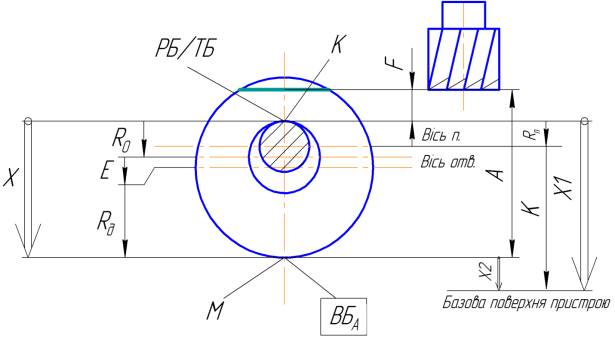
Рис.2. Схема установки заготовки
та розмірні ланцюги для розрахунку похибок базування, пристрою та установки
заготовок на пальці
Розрахунковий розмірний ланцюг: ![]()
Де R0 – величина радіусу отвору деталі;
Rд – величина радіусу зовнішньої поверхні деталі;
Е = 0+-е – величина
ексцентриситету.
Rп –
величина радіусу пальця.
Величина поля розсіювання
замикаючої ланки Х , тобто розміру, що зв’язує технологічну (розрахункову) і
вимірювальну бази, буде характеризувати величину поля розсіювання вимірювальної
бази розміру А і представлятиме собою похибку базування (![]() ):
): ![]() . Отже похибка базування розміру А буде:
. Отже похибка базування розміру А буде: ![]()
або ![]()
Для випадку, коли використовується
декілька пристроїв положення ТБ не буде сталим, отже буде мати місце
розсіювання ТБ, величина якого і є похибкою верстатного пристрою. У такому
випадку ![]()
![]() ,
, ![]() або з відповідних
розмірних ланцюгів одержимо:
або з відповідних
розмірних ланцюгів одержимо: ![]() ;
; ![]()
Аналогічний результат можна
одержати на основі розмірного ланцюга із замикаючою ланкою Х2, що визначатиме
сумарне розсіювання ВБ:
![]()
![]()
Висновоки: 1. Приведені розрахунки свідчать про те, що
використання уніфікованої методології ,
яка базується на використанні теорії розмірних ланцюгів, дозволяє виконати
розрахунок похибок базування, верстатних пристроїв, а також похибок установки
заготовок при обробці партії заготовок.
2.Застосування
такої методології дозволяє
формалізувати процедуру розрахунку похибок, а при необхідності, врахувати
імовірнісний характер розмірних зв’язків при розрахунках величин похибок εб ,εПР, εУСТ. та є основою для
автоматизації таких розрахунків.
Література: 1. В.П.Приходько. Розрахунок похибок базування з
використанням розмірних ланцюгів. Зб.:”Вестник Национального технического
университета Украины ”Киевский политехнический институт”. Машиностроение.№44,2003,с.199-206.