Технические науки/7.
Трубопрокатное производство
К.т.н. Панькив Константин Михайлович
Национальный технический университет Украины
«Киевский политехнический институт»
Формирование
геометрических моделей оснастки для станов холодной прокатки труб
Получение труб холодной прокаткой
осуществляется в процессе деформации заготовки при
взаимодействии с оправкой внутри
заготовки и калибром снаружи. Поэтому качество
конечной трубы во многом определяется геометрическими
параметрами этой пары калибров – оправка.
Проектирование геометрии
деформирующих элементов должно
осуществляться исходя из
раздельного определения
продольной формы ручья
на основании требуемого
закона изменения интенсивностей обжатий по длине рабочего
хода и поперечной, исходя из требований заполнения калибров округлости трубы и
состояния ее поверхности [1]. Кроме того, учитывая современную тенденцию
обработки рабочих поверхностей оснастки
на станках с
ЧПУ, при их
проектировании необходимо ориентироваться на схему
формообразования в процессе
изготовления [2]. Таким образом,
актуальным является создание специализированных интегрированных CAD/CAM/CAE систем,
позволяющих автоматизировать как процесс
проектирования геометрии деформирующих инструментов, так и
процесс подготовки управляющих
программ для станков с ЧПУ. В результате воплощается основная идея
CALS-технологий: однажды созданная электронная
модель изделия используется многократно на всех
этапах его жизненного цикла.
В настоящее время для
изготовления ручья калибров
применяются шлифовальные
станки с ЧПУ.
Ведущая мировая фирма Mannesmann предлагает
пятикоординатные шлифовальные
станки с ЧПУ,
которые позволяют проводить
обработку различных типоразмеров калибров. Для
проектирования программы управления
фирма предлагает САМ-систему, ориентированную на
автоматизированную подготовку управляющей программы для шлифования ручьев
калибров, имеющих в
поперечном сечении профиль
типа А – профиль,
описанный эллипсом и осуществляющей схему шлифования
продольными проходами. На ПАО «Сентравис» г. Никополь используют модернизированный шлифовальный станок ЛЗ-250Ф3 (рис.1) и круглошлифовальный станок
с ЧПУ 3ЛКС12 со специальным люнетом (рис. 2).
Модернизация станка ЛЗ-250Ф3
(рис.1) заключалась в замене управления движениями формообразования от
механической системы (кулачки и копиры)
на управление от
электрических сервоприводов с
соответствующей стойкой ЧПУ.
Станок выполняет шлифование сразу двух заготовок (пары калибров) 1,
которые устанавливаются на шпинделе бабки 2
изделия. Бабка 2 изделия
установлена на направляющих стола 3, а шлифование выполняется двумя шлифовальными кругами 4,
установленными на поворотных инструментальных суппортах 5.
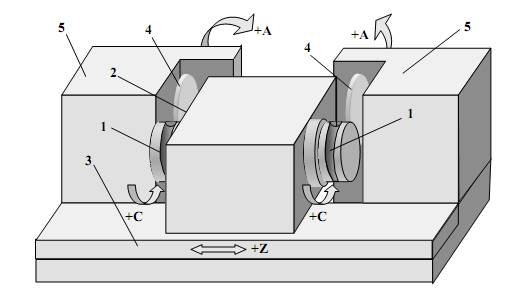
Рис.1 Схема станка ЛЗ-250Ф3
для шлифования ручьев калибров станов ХПТ
В результате модернизации
станок получил четыре управляемых формообразующих координаты (показаны стрелками
на рис.1): координата
С – вращение шпинделя
заготовки, координаты X
и Z перемещение бабки 2
изделия по столу 3
и вместе со
столом 3, и координата
A – поворот инструментальных суппортов
5 вместе со шлифовальными кругами 4. Таким образом, инструментальные суппорты
кроме движения поперечной подачи (на рис.1 не показано) поворачиваются по
координате А для установки шлифовального круга, который имеет форму тора, по
нормали к профилю ручья калибра в месте обработки.
Для решения задачи
обработки оправок с криволинейной поверхностью был создан круглошлифовальный
станок 3ЛКС12 (рис. 2) со специальным люнетом. Внедрение данного оборудования
позволило обрабатывать тонкие оправки диаметром от 5 мм с требуемой шероховатостью,
точностью профиля и круглости поперечных сечений.

Рис.2 Станок 3ЛКС12 для
шлифования ручьев калибров станов ХПТ
Основным отличием используемого
в обеих станках подхода является то, что для управления станками была создана
САМ-система, основным модулем которой является модуль моделирования процесса
формообразования. При этом,
во время моделирования, автоматически создается промежуточный файл управления в виде
цифровых массивов управляемых координат станка, который, через другой модуль
постпроцессора, трансформируется в управляющую программу в G-кодах.
Исходными данными
для функционирования САМ-системы
являются геометрическая модель ручья калибра либо рабочей
поверхности оправки, форма и размеры шлифовального круга и некоторые параметры
координатной системы
формообразования станка. Поскольку
процесс моделирования основан
на использовании численных процедур и построен по универсальному принципу, независимо от формы поперечного и продольного
сечения ручья калибра и оправки,
для обеспечения моделирования процесса формообразования оснастки, имеющей различную форму, возникла
необходимость разработки специальных
процедур, обеспечивающих формирование дискретной геометрической модели обрабатываемой
поверхности.
Для расширения
технологических возможностей
созданного программного обеспечения
и принимая во
внимание возможное многообразие профилей ручьев
калибров, представляется целесообразным расширение
интегрированной CAD/CAM
системы в сторону создания
полноценной CAD/CAM/CAE
системы проектирования деформирующих инструментов станов ХПТ с последующей подготовкой их производства
на станках с ЧПУ.
Разработанное программное
обеспечение (CAD/CAM
система) позволяет полностью автоматизировать процесс
подготовки управляющих программ
для изготовления ручьев
калибров на станках с ЧПУ. Модуль моделирования построен
на универсальных численных методах, использует в
качестве исходных данных формы ручья цифровые
массивы и поэтому позволяет абстрагироваться от конкретных геометрических образов профиля ручья, заменив их
цифровыми массивами 3D модели. Для создания
специализированных
интегрированных CAD/CAM/CAE
систем, позволяющих
автоматизировать как процесс проектирования геометрии деформирующих
инструментов, так и процесс подготовки
управляющих программ для
станков с ЧПУ
целесообразно использовать предложенную схему.
Литература:
1.
Дехтярев В.С., Фролов
Я.В. Новый метод
построения поперечного профиля
рабочей части ручья
калибров станов ХПТ // Теория
и практика металлургии. Сб.трудов
Национальной
металлургической академии
Украины №1, 2007,Днепропетровск.-С.25-29.
2.
Петраков Ю.В., Пасичник В.А. Система автоматизированной подготовки
производства для изготовления оснастки
станов холодной прокатки
труб / Прогресивні технології
і системи машинобудування: Міжнародний збірник наукових праць. Вип.33. – Донецьк: ДонНТУ,
2007.-С.189-200