Technical Sciences / 8. Metal Treatment in Machine-Building
Doctor of Technical Sciences, Professor Boldyrev А.I.,
Candidate of Technical Sciences Boldyrev A.A.
Voronezh State Technical University, Russia
Design of Combined Processing
Techniques
The main
difference of combined processing techniques from other methods is uniting
different means of exposure on workpiece material in one shaping process. Implementation
of similar methods requires combined application of two or more kinds of
energy. They should be brought to working zone and used for attaining of
desired technological goals (Fig. 1).
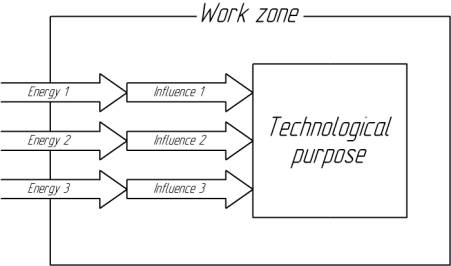
Figure 1. Graphic
model of combined processing technique
The
conducted research showed that choice of concrete method of combined treatment
and kinds of energy, brought to working zone allows step-by-step determination
of energy supply method, working zone for treatment, static, kinematic, and
dynamic shaping schemes, sources of power and king of machining tool.
At the
same time the main purpose of combining different methods of exposure and kinds
of supplied energy in one technique is intensification of shaping, acceleration
of rough tolerances removal and formation of workpiece surfaces with desired
accurate and physical and mechanical properties. That is why not every combination
of exposure methods and supplied sources of energy is executable or rational.
Conditions
for compatibility of main components of combined processing techniques in one
process were defined due to study of characteristics of exposure methods on
workpiece material and kinds of energy required for shaping.
Method
of exposure on workpiece material is crucial component of any processing
technique. Method of exposure is completely specified if values of its main
properties are given: shaping method, physical process of dimensional shaping,
kind of shaping energy, physical state of workpiece material removed during
processing, storage density, specific modified material volume, attainable
accuracy and processing roughness, kind and depth of change in workpiece
surface layer, mark of internal stresses of changed workpiece layer, wear ratio
of machining tool.
There
are specific dependences between different properties of exposure methods. In
particular shaping method is determinates physical shaping process. The
physical shaping process determinates shaping energy brought to processing zone
and physical state of workpiece material removed during shaping. Permissible
values combinations for main properties of exposure methods are presented in table
1.
Table 1
Permissible values
combinations for main properties of exposure methods
|
Shaping method |
Physical shaping process |
Energy of shaping |
Physical state of workpiece
material removed during shaping |
|
Rough tolerance removal |
Evaporation |
|
Vapor |
|
Melting and evaporation |
|||
|
Plastic deformation with
fracture |
Mechanical |
Solid, Solid disperse |
|
|
Brittle fracture |
Initial |
||
|
Chemical dissolution |
Chemical |
In liquid solution |
|
|
Change of state between
points of solid body |
Plastic deformation without
fracture |
Mechanical |
No removed metal |
|
Change of workpiece
aggregative state |
Evaporation |
Thermal |
Vapor |
|
Melting and evaporation |
In melt |
||
|
Melting, solidification, crystallization |
No removed metal |
||
|
Directed particle joining |
Electrolysis of solutions or
melts |
Chemical |
No removed metal |
|
Crystallization from
solutions, melts and vapors |
|||
|
Directed interaction of
electrified and magnetized particles |
|||
|
Interaction of dispersed
particles and joining material |
Practice
shows that of all kinds of energy that may be brought to processing zone
(thermal, mechanical, electrical, magnetic, chemical, radiation, nuclear) only
thermal, mechanical, and chemical are used today directly for technological
purposes. Other kinds of energy need transformation for application during processing.
Possible variants of energy transformation are presented in table 2.
Data
from table 2 allows finding correspondence between kind of energy brought to
processing zone and kind of shaping energy (table 3).
Table 2
Possible variants of energy transformation
|
Initial energy |
Transformed energy |
|
Thermal |
Mechanical |
|
Mechanical |
Thermal, electrical |
|
Electrical |
Thermal, mechanical, magnetic, chemical, radiation |
|
Magnetic |
Mechanical, electrical |
|
Chemical |
Thermal, electrical, mechanical |
|
Radiation |
Thermal, electrical, chemical |
|
Nuclear |
Thermal, mechanical, magnetic, radiation |
Table 3
Correspondence
between kind of supplied energy and kind of shaping energy
|
Energy brought to processing
zone |
Conditions of energy supply |
Shaping energy |
|
Thermal |
Without transformation |
Thermal |
|
Mechanical Electrical Chemical Radiation Nuclear |
With transformation |
|
|
Mechanical |
Without transformation |
Mechanical |
|
Thermal Electrical Magnetic Nuclear |
With transformation |
|
|
Chemical |
Without transformation |
Chemical |
|
Electrical Radiation |
With transformation |
Due to data
from tables 2 and 3 main properties of processing method component “kind of
energy brought to processing zone” were defined. Among them are: kind of
initial energy, kind of transformed energy, conditions of energy supply, shaping
energy.
Knowledge
on properties of processing method components, possible and permissible value
combinations of these properties allows organizing generation of new shaping
methods. At the same time necessary combination of processing method components
is reached due to analysis of community and relation of their properties. So it
is reasonable to suppose that if two components have at least one common
property than there is a connection between them based on community of
properties. By analogy if there is a determined functional relation between
different properties of two components than there is mutual relation of
properties between these components.
Such
approach allows structuring the whole topical area of combined processing
techniques and organizing purposeful synthesis of new shaping methods.