Экономические науки/6. Менеджмент и маркетинг
К.т.н. Игнатьев В.М.
Южно-Российский
государственный технический университет (НПИ)
ПОВЫШЕНИЕ КАЧЕСТВА ИЗГОТОВЛЕНИЯ
ДЕТАЛИ
Качество деталей, изготовленных цехом
механической обработки предприятия, определяет надёжность изделия, в которое
она входит. Наличие некачественных деталей производства снижает качество выпускаемого изделия и влечет за собой
на дальнейших технологических стадиях (таких как механическая обработка, сварка, сборка узлов и агрегатов) увеличение потерь от
брака и повышение количества дефектов. C целью повышения
качества изделий производства был разработана алгоритм снижения уровня
дефектности, базирующаяся на статистическом процессном контроле производства
[1]. Последовательность действий при управлении технологическим процессом (ТП)
реализована в виде алгоритма повышения качества изделий производства. Алгоритм проведения работ по снижению уровня
дефектности с использованием статистических методов управления качеством по
количественному признаку содержит следующие пункты.
1. Сбор данных для
построения диаграммы Парето для выявления наиболее дефектных деталей
производства.
2. Построение диаграмм по
числу дефектов и по суммарным затратам.
3. Выбор и упорядочение деталей по ТП по уменьшению дефектности.
4. Построения контрольных
карт (Х,R,X-R)
по дефектному процессу.
5. Построение гистограммы и
проверка её соответствия нормальному закону распределения.
6. Расчёт статистик пригодности и воспроизводимости процесса [2].
7. Анализ устойчивости процесса по коэффициенту автокорреляции.
8. Построение диаграммы
Исикавы с подсчётом уровня влияния на брак операции технологического процесса.
9. Разработка
корректирующих и/или предупреждающих действий на основе результатов.
Последний пункт не выполняется, если процесс
находится в управляемом состоянии и нет тенденции к ухудшению.
Применение разработанного алгоритма показана на
примере процесса изготовления детали «Вал
8ТН 200.693», которая входит в состав рычага тормозной системы грузовых электровозов. Согласно диаграмме
Парето за 2011 г. вал ВТН200 был наиболее дефектным изделием и составил около
68 % несоответствий от общего количества дефектных изделий по цеху (см.
рис. 1).
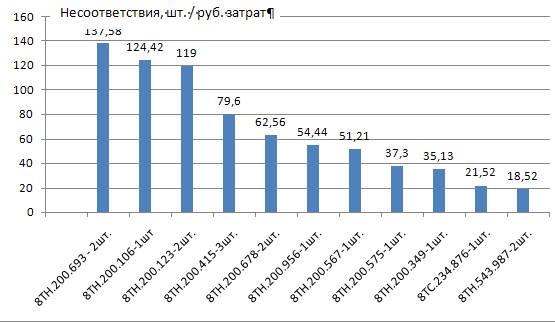
Рисунок 1
Технологический параметр, по которому процесс был дефектоносным, это диаметр паза,
равный 30 мм. Данный размер не
выдерживался на токарно-винторезной операции и приводил к появлению исправимого брака, что влекло за
собой увеличение материалоемкости и необходимость дополнительной механической
обработки на последующих стадиях производственного цикла.
Оценка текущего состояния ТП показала, что
процесс нестабилен и выходит за верхнюю границу поля допуска. На контрольной Х-карте и R-карте видна область исправимого брака. Уровень дефектности,
рассчитанный с помощью показателей
возможностей процессов Ср
– поведения процесса относительно границ поля допуска, и Сpn
– отражающего настройку на середину этого поля, составил около 20 %. Это
говорит о том, что без вмешательства в ТП примерно каждое пятое изделие будет
бракованным.
Для снижения уровня дефектности на основании
диаграммы Исикавы были разработаны и реализованы корректирующие действия по
изменению длины заготовки в технологической документации и корректировке
размеров оснастки. Реализация корректирующих действий позволила добиться
статистически управляемого поведения процесса, настроенного на середину поля
допуска. Практически все изделия после токарно-винторезной стали
соответствовать номинальному значению (равному 30 мм), что и показывают
контрольные карты Х и R. Процесс находится в
статистически управляемом состоянии, ожидаемый уровень дефектности процесса
составляет 0,0292 %. Технологический процесс стабилен и возобновляем.
Основная область дефектности – превышение размера паза на втулке (более 30 мм)
– правосторонняя критическая область. Поэтому можно подобрать асимметричное
правостороннее распределение и рассчитать допустимую погрешность. Для
ретроспективных данных для рассматриваемого размера вала ВТН200.693 – это гамма
распределение.
Применение описанного алгоритма носит
универсальный характер, может быть применен к другим видам ТП машиностроения:
механическая обработка, литейное производство, штамповка, сварка.
Экономический эффект от мероприятий с
применением статистического процессного контроля можно рассчитать следующим
образом: Э = Q C P,
где
Q – годовой план
выпуска товарной продукции; C
– стоимость изделия; P
– уровень дефектности технологического
процесса.
Литература:
1 ГОСТ Р 50799.30-95. Статистические
методы. Приемочный контроль качества.
2 ГОСТ Р ИСО 21717. Статистические методы. Статистики пригодности и
воспроизводимости процесса для количественных характеристик качества.