Бєляєва А.Ю.
Національний технічний університет України «КПІ»
Варіант
вирішення проблеми керування процесом стружкоутворення
В умовах автоматизованого виробництва дроблення та відведення стружки набуває особливе значення, коли її накопичення може порушити автоматичний цикл роботи верстата. При автоматизованій обробці деталей найбільш бажаним виглядом стружки є вита стружка порівняно невеликої довжини. Дрібна ж стружка може попадати на базові поверхні затискних патронів та поверхонь для кріплення різального інструменту і, як наслідок, потребує спеціальних пристосувань для її видалення.
При швидкісному
точінні сталі зазвичай утворюється зливна стружка, яка обмотується навколо
різця, різцетримача та оброблюваної деталі, що заважає спостеріганню за станом
різального інструменту стружка
швидко захаращує робоче місце, вкрай незручна для видалення з верстата та
транспортування з цеху, є травмонебезпечною для робітника.
Всі ці причини обмежують застосуванню цього ефективного методу обробки.
Вібраційне різання є одним з ефективних і
надійних способів дроблення стружки в процесі різання. Різання з вібраціями
полягає в тому, що до звичайно прийнятих для даної операції формоутворюючих
рухів додається вібраційний рух інструмента відносно заготовки. При різанні з
вібраціями різальна частина інструменту робить три рухи: головний рух; рух
подачі та додатковий вібраційний рух.
Всі способи вібраційного
різання можна поділити за двома ознаками: видом вібрацій різального інструменту
та безпосередньо за способами дроблення стружки. Вид вібрацій встановлює
частоту коливань та їх напрямок [1].
З точки зору частоти додаткового вібраційного
руху слід враховувати наступне. Низькочастотні вібрації
приводять тільки до кількісної зміни умов стружкоутворення і використовуються
для дроблення стружки. Різання з низькочастотними вібраціями розглядається як
статичне різання з перемінними режимами. Напрямки
вібрацій можуть бути лінійні та кутові. При лінійних вібраціях інструмент
відносно заготовки здійснює прямолінійні коливання, які паралельні одній з
координатних осей. При кутових вібраціях мають місце кутові коливання навколо
осей, різним чином розташованих у просторі.
Перевагами використання вібраційного різання для дроблення стружки при
токарній обробці є:
-
забезпечення надійного дроблення стружки; для
низькочастотних осьових вібрацій – при всіх частотах, відмінних від числа
обертів деталі ≥ 5 %;
-
в ряді
випадків підвищення оброблюваності різанням матеріалів;
-
підвищення
ефективності дії навколишньої середи шляхом більш надійного періодичного омивання
ріжучого клина інструменту мастильно - охолоджуючою рідиною;
-
точіння
з низькочастотними вібраціями і малими амплітудами не суттєво впливає на
значення шорсткості оброблюваної поверхні у порівнянні зі звичайним різанням;
Основним недоліком, який стримує використання вібраційного різання для
дроблення стружки, є відсутність ефективних пристроїв, що забезпечують
коливальний рух різця в діапазоні частот до 200 Гц з амплітудою до 0,3 мм.
Аналіз кінематики вібраційного різання показав, що при різанні з
осьовою подачею найбільш ефективними є осьові вібрації, які забезпечують
надійне дроблення стружки при порівняно малій амплітуді коливань.
Суттєвим резервом підвищення ефективності
вібраційного дроблення стружки є використання різцетримачів з пружними
елементами, що виконують функції пружних напрямних, забезпечуючи відсутність
зовнішнього тертя та зазорів при зворотно - поступальному вібраційному русі
інструменту.
На основі досліджень рекомендовано для приводу
коливань даного типу не перевищувати частоту вимушених коливань різця більше 50
Гц з метою запобігання ударів в елементах привода і збільшення ресурсу його
працездатності.
Дослідженнями визначено, що основна гармоніка частоти вимушених
коливань віджимної частини з різцем відповідає частоті обертання валу 6 (рис.1)
[2] приводу вібрацій. Під час експериментів використано частоти
|
|
|
|
Рис. 1. Різцетримач для дроблення
стружки в напрямку поздовжньої подачі з пружним елементом у вигляді прорізної
пружини |
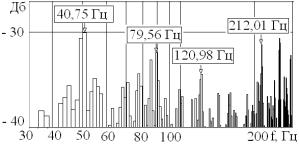
Рис. 2. Спектр частот вимушених коливань віджимної частини різцетримача з
пружним елементом у вигляді прорізної пружини з направленою жорсткістю при
обертанні валу 6 приводу дроблення стружки |
вимушених коливань, наприклад такі: осьові 44,0
Гц; 65,8 Гц. На основі досліджень рекомендовано для приводу коливань даного
типу не перевищувати частоту 50 Гц вимушених коливань різця з метою запобігання
ударів в елементах привода та збільшення ресурсу його працездатності. На рис. 2
приведено приклад спектру частот вимушених коливань віджимної частини
різцетримача при обертанні валу 6 приводу дроблення стружки з частотою 40,75 Гц.
Отже, різцетримачі з пружними елементами у вигляді
прорізної пружини для дроблення стружки в напрямку осьової подачі мають ряд
переваг перед різцетримачами з пружними елементами у вигляді кільцевої
пластини.
Література:
1.
Ахметшин Н.И. Вибрационное резание металлов / [Н.И.
Ахметшин, Э.М. Гоц, Н.Ф. Родиков; под ред. К.М. Рагульского]. - Л.: Машиностроение, Ленингр. отд-ние, 1987.
- 80 стр.- (Б-ка инженера. Вибрационная техника; Вып. 10).
2. Патент №56855А України. МПКВ23В25/02. Різцетримач/ О.В. Шевченко, А.Ю. Бєляєва; заявник та патентовласник Національний технічний університет України "КПІ".- № 2002107875;заявл. 03.10.2002; опубл.15.05.2003Бюл.№5, 2003р.(Здобувачем розроблено конструкцію пружного елементу різцетримача).