Технические науки/8. Обработка материалов в
машиностроении
Д.т.н. Бржозовский Б.М., д.т.н. Янкин И.Н.
Саратовский государственный технический университет
им. Гагарина Ю.А., Россия
Оптимизация режима обработки по составу
колебательного процесса в зоне резания
Процесс
резания на металлорежущих станках протекает в условиях интенсивного
упруго-пластического деформирования обрабатываемого материала, что
сопровождается значительным возмущающим воздействием на упругую систему станка.
Следствием такого возмущения является образование колебаний в формообразующих
подсистемах резания. Колебания протекают непосредственно в зоне
формообразования обрабатываемой поверхности, поэтому их влияние оказывается
значимым как при формировании точности ее формы, так и ее микрогеометрических
параметров. Вместе с тем, при назначении режима обработки вступают в
противоречие два основных фактора. С одной стороны имеет место стремление
назначить режим, обеспечивающий максимальную скорость съема материала. С другой
стороны, необходимо исключить возможность выхода динамической системы резания
за пределы ее устойчивости, поскольку в таких условиях развиваются колебания на
собственных частотах системы резания и снижается качество обработки.
Признаком
устойчивого и стабильного резания является стохастический вид колебательного
процесса, который генерируется в зоне резания. Возникновение неустойчивости
динамической системы резания проявляется в образовании неслучайной или
детерминированной составляющей в
колебательном процессе. Появление неслучайных составляющих является сигналом к
тому, что динамическая система резания входит в неустойчивую область
функционирования.
Рассмотрим алгоритм получения информации из сигнала колебательного процесса.
Первый
этап. Осуществляем запись порции оцифрованного сигнала из зоны резания. С этой
целью можно использовать хорошо зарекомендовавшие себя пьезоэлектрические
измерительные преобразователи. Реализация оцифрованного сигнала колебаний
описывается массивом ординат x1…xn на временном
отрезке T=n×Dt, где Dt – период
дискретизации; n – число точек
в реализации сигнала.
Второй этап. Применение классического спектрального преобразования дает массивы коэффициентов Фурье:
 ;
;  ,
, ![]() , (1)
, (1)
где обозначено: i – порядковый
номер точки в реализации колебательного процесса; j – номер гармоники.
Полученные массивы коэффициентов дают возможность получить спектр колебаний S(j) в диапазоне
гармоник jн..jк. Здесь верхняя граница гармоник jв устанавливается
в соответствии с частотными характеристиками системы измерения или по
результатам опытных данных. Нижняя граница jн вводится с целью повышения достоверности информации путем
исключения влияния на результаты вынужденных колебаний станка на частотах его
вращающихся элементов.
Третий
этап. С целью получения массивов скорости V
и смещения S, необходимых для получения фазовой картины
колебательного процесса, выполняем их расчет по выражениям:
 . (2)
. (2)
Четвертый
этап. Рассчитываем коэффициент корреляции Kvs между спектрами скорости Sv и смещения Ss,
получаемых на основе массивов V и S. Если Kvs<Kгр, то выполняем фильтрацию несущественных
гармоник спектра S(j), приняв ![]() ,
, ![]() для гармоник спектра с амплитудой, удовлетворяющих условию:
для гармоник спектра с амплитудой, удовлетворяющих условию:
 , (3)
, (3)
где Kф - коэффициент фильтра (![]() ). Практические
данные, полученные для различных видов обработки, показали, что границу фильтрации
целесообразно ограничить величиной Kгр=0,97.
Процесс наращивания уровня фильтрации Kф
повторяем до тех пор, пока не будет достигнут Kгр. Тогда
доля неслучайной составляющей может быть оценена коэффициентом Kд=1- Kф.
). Практические
данные, полученные для различных видов обработки, показали, что границу фильтрации
целесообразно ограничить величиной Kгр=0,97.
Процесс наращивания уровня фильтрации Kф
повторяем до тех пор, пока не будет достигнут Kгр. Тогда
доля неслучайной составляющей может быть оценена коэффициентом Kд=1- Kф.
В
качестве примера рассмотрим реализацию способа фазовых диаграмм для условий
точения и растачивания отверстия на одном и том же токарном станке.
На
рис. 1 показаны фрагменты алгоритма выделения неслучайной составляющей в порции
сигнала колебания на операции точения. В левой части помещены макет исходного сигнала,
спектры сигналов скорости V
и смещения S, рассчитанные в диапазоне
частот 0,1-5 кГц. В правой части рисунка
расположена фазовая диаграмма в системе «смещение S – скорость V».
Коэффициент неслучайной составляющей на операции точения получен на уровне Kд=0,64.
Аналогичный алгоритм
применен для сигнала, записанного на операции растачивания. Результат
представлен на рис. 2, где коэффициент неслучайной составляющей достигает
уровня Kд=0,97. Как видно, при
обработке на одном и том же станке разными инструментами наблюдается
существенное изменение состава колебательного процесса. Такое различие при
точении и растачивании объясняется существенным изменением характеристик
динамической системы резания за счет использования консольного инструмента. При
точении неслучайные формы колебаний проявляются в диапазоне частот 2,25-2,6
кГц, а при растачивании система резания имеет высокую склонность к образованию
детерминированной вибрации на частоте 1,2 кГц, о чем свидетельствует высокая
плотность и степень повторяемости траекторий фазовой диаграммы.
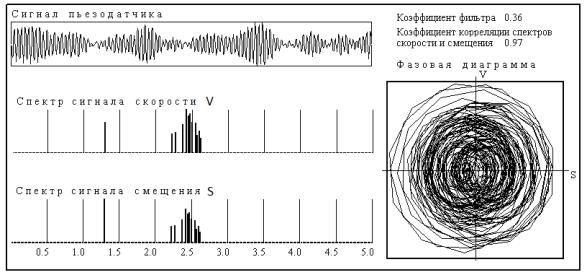
Рис. 1. Фазовая диаграмма сигнала при точении
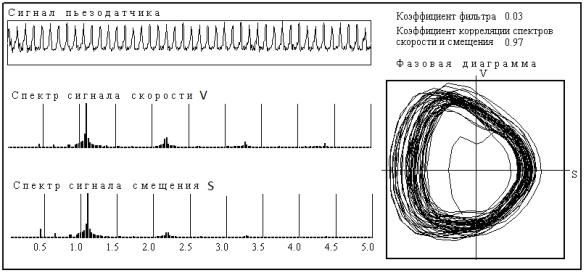
Рис. 2. Фазовая диаграмма сигнала при растачивании
Рассмотрим пример поиска
оптимального режима обработки. С этой целью выполнен эксперимент путем обтачивания
детали при варьированиях частоты вращения шпинделя от 125 до 800 мин-1,
продольной подачи от 0,07 до 0,14 мм/об при глубинах резания 1 и 2 мм. Число
вариантов обработки n=6V·4S·2T=48. При резании осуществлялась регистрация
сигнала колебаний с пьезоэлектрических датчиков, установленных на суппорте
станка с последующей оцифровкой и обработкой сигнала по описанному выше
алгоритму с применением статистической обработки результатов.
|
|
|
|
а |
б |
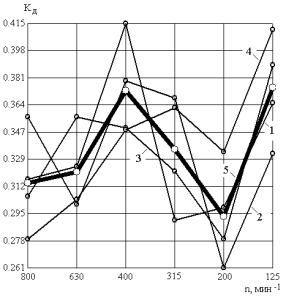

Рис. 3. Влияние
режима обработки на состав колебательного процесса при глубине резания t=1мм (а) и t=2мм (б):
1 – Sпр=0,07 мм/об; 2 – Sпр=0,084 мм/об; 3
– Sпр=0,11 мм/об;
4 – Sпр=0,14 мм/об; 5 – усредненная кривая по четырем подачам
На рис. 3 приведены результаты обработки сигналов колебаний. Доля
детерминированной составляющей представлена коэффициентом Kд, который рассчитывался по
двадцати реализациям колебаний с периодическим движением начала отсчета по
файлу колебаний и последующей статистической обработкой. Как видно, на соотношение стохастических и
неслучайных составляющих в колебательном процессе существенное влияние
оказывает частота вращения шпинделя. Причем, если при глубине резания t=1 мм (рис. 3а) наблюдается значительный
разброс форм кривых 1-4, отражающих влияние частоты вращения шпинделя на Kд при изменении продольной подачи от 0,07 до 0,14 мм/об, то при глубине
резания t=2 мм между подобными
кривыми отмечается более высокая корреляция (рис. 3б). Экстремальное значение
частоты вращения шпинделя составляет 400 мин-1, при которой в
колебательном процессе возрастает доля неслучайной составляющей и на которой
нерационально вести обработку. С другой стороны, если необходимо минимизировать
детерминированную вибрацию, то частоты вращения 630 и 200 мин-1
являются наиболее предпочтительными.
Как
показали результаты исследования, процесс стружкообразования, реализуемый через
сложные нелинейные процессы упруго-пластического деформирования и разрушения
обрабатываемого материала, чувствителен к сочетанию динамических характеристик
станка и скоростных характеристик движения режущего клина в обрабатываемом
материале. Разные сочетания указанных факторов дают различную картину
колебательного процесса. В этой связи, изложенный выше способ оценивания
состава колебательного процесса при механической обработке целесообразно
использовать для поиска оптимального режима резания. Кроме того, применение
способа оценивания состава колебательного процесса в системах диагностирования
технологического оборудования в качестве источника информации о состоянии
рабочих процессов и в других технических системах, где требуется высокая информативность
о протекающих в них динамических процессах.