УДК 621.992.7
Бецко Ю. М., ст. викл. , Наумова М. І., студ.
Національний технічний університет України
«КПІ», Україна
АВТОМАТИЧНЕ
ВИЗНАЧЕННЯ НОМЕНКЛАТУРИ ОСЬОВОГО ІНСТРУМЕНТУ
Вже
довгий час є актуальною автоматизація одиничного та дрібносерійного виробництва
та більш ніж півсторіччя не менш актуальною є проблема автоматизації
технологічної підготовки. Сучасний споживчий ринок має тенденцію до зниження
серійності виробництва. В таких умовах для зменшення собівартості продукції
машинобудування великого значення набуває гнучкість технологічних систем. Під гнучкістю
ми розуміємо властивість системи швидко та в автоматичному режимі
перенастроюватись на випуск нових деталей. В таких умовах на передній план
виходить автоматизована система технологічної підготовки виробництва (АС ТПВ). Однією
з її найважливіших складових є система автоматизованого проектування
технологічних процесів (САПР ТП). Досі ще не створено жодної системи
автоматичного проектування технологічної системи, яка б без втручання технолога
в бездіалоговому режимі змогла б виконати технологічну підготовку до випуску
нової деталі в повному обсязі. Одним з наріжних каменів проблеми стоїть
проблема обміну інформацією між різними автоматизованими системами
конструкторської та технологічної підготовки. В рамках однієї САПР ТП при
переході на етапах CAD/CAM/CAE-систем неможливо уникнути певного діалогу з
користувачем. Це зменшує ефективність цих систем та збільшує час проектування.
В більшості випадків оператору пропонують просто вибрати якусь стратегію, що не
гарантує оптимального варіанту, але не призводить до помилок. Гірший випадок,
коли необхідно ввести вихідні дані, які програма не може отримати з
попереднього проекту. В цьому разі ми маємо велику ймовірність помилки та
порушуємо зв'язок проектів в автоматичному режимі. Тобто, наприклад, при
внесенні конструктором змін в 3D-модель деталі необхідно самостійно шукати, що
може змінитись в технологічному процесі та вносити зміни або починати
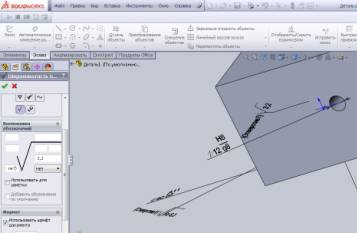
проектування технологічного процесу за допомогою САПР ТП спочатку. Сучасні
CAD-системи, такі як SolidWorks дозволяють не тільки будувати тривимірний образ
деталі, але й вносити інформацію про вимоги до точності та шорсткості поверхонь
деталі (рис. 1).
|
|
|
|
Рис 1. Інтерфейс
програми SolidWorks при призначенні технічних вимого до отворів моделі. |
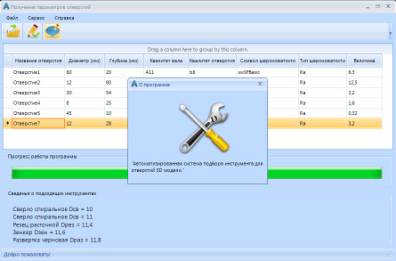
Рис 2. Інтерфейс
розробленої програми при аналізі завантаженої 3D-моделі. |

Нами
розроблена система автоматичного проектування технологічного маршруту
оброблення отворів осьовим інструментом та визначення номенклатури різальних
інструментів. Алгоритм вибору інструментальних переходів представлено на рис.
3. Номенклатура різального інструмента – це важлива інформація, яка
використовується на різних етапах технологічної підготовки, скажімо, для вибору
металорізального верстата, оскільки ємність інструментального магазину є
важливою його технічною характеристикою, і аж до формування накладних на
закупку різального та допоміжного інструменту. Інтерфейс розробленої програми,
що звертається до файлу з моделлю деталі представлено на рис 2. Вихідною
інформацією є тільки 3D-модель деталі в середовищі SolidWorks.
|
|
|
Рис 3. Алгоритм
вибору технологічних переходів оброблення осьовим інструментом. |
Головна
відмінність даної програми – це повністю автоматизована передача інформації з
файлу, що містить конструкторську інформацію до розробленої САПР ТП. Створена
прикладна програма завантажує вибраний файл з 3D-моделлю деталі, самостійно
визначає об’єкти – отвори, їх діаметр, глибину, точність та шорсткість
поверхні. Після компоновки списку отворів з їх технічними характеристиками
формується маршрутний технологічний процес оброблення кожного отвору з
розрахунком міжопераційних розмірів та призначається на кожний технологічний
перехід осьовий різальний інструмент (рис. 4). Результат роботи програми –
текстовий файл зі списком отворів деталі, їх технічна характеристика та список
необхідних для кожного отвору осьових інструментів з вказаними діаметрами.
Таким чином, відпадає потреба в читанні та вивченні вихідного креслення
інженером-оператором та необхідність додаткового вводу переліку конструктивних
елементів (в даному випадку – отворів), їх характеристик та технічних вимог до
виготовлення, що значно скорочує роботу. При цьому повністю виключаються
можливі помилки.
|
|
|
|
Рис 4. Результат роботи розробленої програми. |
1. Проектирование и эксплуатация гибких производственных
систем металлообработки: Учеб. Пособие / Е. С. Пуховский.— К.: УМК ВО, 1991. —
172 с.
2.
Справочник технолога-машиностроителя. В 2-х т. Т. 1 /Под ред. А.Г. Косиловой и
Р.К. Мещерякова. 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. — 656
с.