Павліченко П.О., Задерей О.М.
Національний технічний університет України
«Київський політехнічний інститут»
ЗБІЛЬШЕННЯ ТЕРМІНУ СЛУЖБИ СФЕРИЧНИХ ОПОР В УСТАНОВОЧНИХ
ПРИЗМАХ ВЕРСТАТІВ ПРИСТРОЇВ
Установку заготовок деталей
зовнішніми циліндричними поверхнями у верстатних пристроях часто здійснюють на
опорних призмах. Якщо установчі поверхні заготовок грубі, необроблені та мають
значні похибки форми, то, з метою локалізації контакту заготовки з призмою та
для підвищення сталості положення заготовки при її обробленні, в робочі
поверхні призми запресовують стандартні штирові опори зі сферичними головками.
Важливо відмітити, що опори, які
мають малу площу контакту з заготовками, зношуються найбільш інтенсивно, що
викликає порушення положення заготовки, досягнутого при її базуванні у
пристрої. Швидке зношування таких опор вимагає частої їх заміни при ремонті
пристрою. Тому задача збільшення терміну служби штирових опор зі сферичними
головками залишається актуальною.
Для підвищення зносостійкості опор
пристроїв використовують більш стійкі до зношування матеріали, застосовують
хромування робочих поверхонь та напайку твердосплавних пластин, що дає
можливість збільшити зносостійкість опор в 7…10 разів.
При традиційній установці
стандартних сферичних опор в пристрої, їх зношування відбувається на вершині
робочої сферичної поверхні, тобто лише на точці контакту із заготовками, де і
утворюється одна пляма зношеності. З метою подовження терміну служби таких опор
пропонується збільшити число плям граничної зношеності [1] на робочій поверхні опори,
для чого достатньо зменшити половину кута призми (α/2) на деякий кут
(β) відносно початкового положення робочих поверхонь призми так, щоб по
мірі зношування пляма 1 (Рис.1) максимально наближалась до перефірії робочої
поверхні опори 2, установленої в призмі 3.
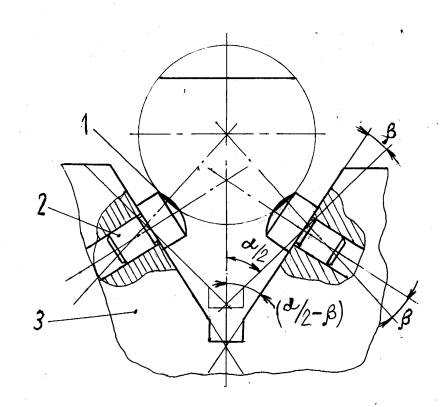
Рис.1. Схема установки
сферичних опор в призмі
Для рівномірного розміщення плями
зношеності на поверхні опори, в конструкції необхідно передбачити можливість її
повороту навколо власної осі на крок, наближено рівний розміру плями, та
передбачити механізм, наприклад, стопорний гвинт для фіксації нового положення
опори.
Поворот опори здійснюють
послідовно до її повного зношування, після чого опора підлягає заміні.
Розміщення плями граничної зношеності на робочій поверхні опори показано на
Рис.2.
Отже, термін служби штирової опори
зі сферичною головкою, установленою під кутом β до початкового положення
робочої поверхні призми, при інших однакових умовах збільшиться в стільки разів
скільки плям (n) граничної зношеності
може розміститися на периферії робочої поверхні опори.
Число n визначається геометричними розрахунками за граничними
розмірами плями. Якщо число n
дробове, то його необхідно округлити до меншого цілого числа.
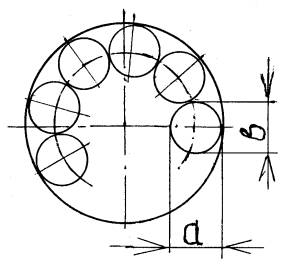
Рис.2. Схема
розміщення плям зношеності на опорі.
Граничні розміри плями можна
визначити наближено, в залежності від необхідної точності технологічної операції,
що оснащається, та в залежності від критерію зносостійкості опори та критерію
навантаження установочних призм за методикою [2].
Література:
1. Павличенко П.О., Задерей О.М.
Збільшення терміну служби сферичних опор пристроїв. Матеріали за X международна конференция. НОВАТА ЗАПЕРЕДНАЛИ НАУКА
2014. Том 30. Технологии. София, «Бял ГРАД-БГ» ООД. 2014 с. 40-43
2. Станочный приспособления: Справочник Т1. (под ред. Б.Н. Вардашкина, А.А.
Шатилова) М. Машиностроение, 1984 – 592с.