ТЕХНИЧЕСКИЕ НАУКИ / 12.Автоматизированные
системы управления на производстве
Ст. преп. Доумчариева Ж., Қапан С.С.
Таразский Государственный Университет
имени М.Х.Дулати
Автоматизация температурного режима
пропиточной установки для получения препрега
Обзор различных технологии изготовления препрегов с использованием полимерных связующих и тканого
наполнителя. Приведена классификация наиболее распространенных способов
производства препрегов, предназначенных для
изготовления стекло-, органо- и углепластиков.
Рассмотрены преимущества и недостатки следующих технологий: пропитки путем
протягивания наполнителя через ванну со связующим, пропитки контактным роликом,
рулонной пропитки, пропитки способом нагнетания, вакуумной пропитки, напылением
и центробежной пропитки.
Ключевые слова: препрег,
растворная и расплавная технологии, полимерное связующее.
Материалы второго
поколения – анизотропные гетерофазные композиции на основе
непрерывных армирующих высокопрочных высокомодульных волокон и термореактивных
или термопластичных матриц. Интеллектуализация таких материалов – переход к ПКМ третьего поколения. Модификация
структуры материалов специальными компонентами, разработанными на основе
достижений микро- и нанотехнологий, превращает ПКМ в самодиагностирующиеся и адаптирующиеся к внешним
воздействиям интеллектуальные ПКМ.
Мировой
выпуск разнообразных ПКМ в 2008 году составил 5,5 млн
т. Уникальные физико-химические, конструкционные и технологические свойства
таких материалов позволяют использовать их в разнообразных областях
жизнедеятельности.
Настоящая статья направлен на обновление теоретических знаний и формирование современного подхода к вопросам производства современных полимерных
композиционных материалов.
Следует отличать понятие препрега от прекурсора и преформы. Совмещение
углеродных нитей с углеродными матрицами при изготовлении углерод-углеродных
композиционных материалов осуществляют через жидкое и газообразное состояние
матрицы, называемой прекурсором. Не пропитанный, но
скрепленный каким-либо иным способом волокнистый наполнитель, которому придана
форма всего или части будущего изделия, называется преформой.
Вопросами пропитки полимерными связующими волокнистых наполнителей занимались
многие исследователи и одним из основателей научной школы по праву считается
С.С. Воюцкий [1] который заложил физико-химические
основы процессов пропитки.
Волоконный
мат, представляет собой армирующие волокна, нарубленные мелкими кусками длиной
от 12 до
Армирующая
ткань представляет собой очень прочный материал. В отличие от тканого ровинга ткань имеет очень мелкую текстуру и часто
используется при формовании как наружный слой для укрытия грубой поверхности
тканого ровинга и мата. К примеру, один-единственный
слой ткани изнутри корпуса позволяет получить красивую гладкую поверхность. Как
следствие, тонкую армирующую ткань часто именуют отделочной.
В качестве
полимерного связующего в ПКМ практически всегда используют различные
низковязкие реактопласты невысокой молекулярной массы (эпоксидные,
фенолформальдегидные, кремнийорганические, полиэфирные и др.), которые после
формования изделия отверждают химическим путем. Такое
ограничение в выборе связующего обусловлено невозможностью проведения процесса
смешения без разрушения волокна. Связующее должно за счет капиллярных сил и под
действием силы тяжести или небольшого давления проникнуть между волокнами и
достаточно равномерно распределиться там (должна произойти пропитка наполнителя
связующим). Это возможно только при сравнительно невысокой вязкости связующего.
В последнее
время все чаще в качестве связующего стали применять и термопласты (полиамид,
полипропилен и др.). В этом случае волокна наполнителя укладывают или
переплетают с волокнами термопластичного связующего, так, чтобы волокна
связующего и наполнителя были достаточно равномерно распределены в объеме
заготовки. Затем из такой заготовки формуют изделие под давлением при
температуре выше температуры
плавления
связующего. Термопластичные волокна плавятся, растекаются за счет приложенного
давления и связывают волокна. После оформления изделия его фиксируют
охлаждением.
Процессы
получения изделий из композиций с бесконечно длинными волокнами очень
специфичны и зависят не только от вида связующего и наполнителя, но и в
значительной степени от конфигурации формуемого изделия. В зависимости от
метода изготовления изделий ориентация волокон в нем может быть одноосной,
двухосной, слоистой и многоосной.
Современное производство элементов конструкций из ПКМ в
значительной мере ориентируется на препреговую
технологию изготовления изделий. Препрег – это материал-полуфабрикат,
получаемый пропиткой армирующей волокнистой основы (лент, жгутов, тканей) точно
дозированным количеством равномерно распределенного полимерного связующего.
Пропитка волокнистого материала осуществляется таким образом, чтобы максимально
реализовать физико-механические свойства армирующего материала и обеспечить
однородность свойств ПКМ, получаемого на основе препрега.
Существует два способа
изготовления препрегов: вручную и на специальной
пропиточной машине.
Получение препрегов с
использованием порошковых дисперсных полимеров В последние годы разрабатываются
и применяются методы получе- ния
препрегов с использованием полимеров, находящихся в
тонкодисперсном порошкообразном состоянии. Для нанесения порошковых материалов
на волокнистый на- полнитель их переводят в псевдоожиженное («кипящее») состояние в результате продувки
газа, под действием механических колебаний (виброожижение)
или при совместном воздействии продуваемого газа и механических колебаний
(вибрации).
Препреги — это
композиционные материалы-полуфабрикаты. Их получают путем пропитки армирующей
волокнистой основы равномерно распределенными полимерными связующими. Пропитка
осуществляется таким образом, чтобы максимально реализовать физико-химические
свойства армирующего материала и обеспечить заданные электротехнические и
другие показатели композиционного материала.
Ранее препреги
приготавливали на основе хлопчатобумажных и шелковых тканей, а сейчас для
этого используют стеклоткани, стеклосетки и др. современные
материалы на основе высокопрочных нитей (углеволокна,
арамидных волокон и т.п.).
При изготовлении препрега ткань поступает из разматывающего
устройства, разглаживается, пропускается через ванны со смолой, тщательно
отжимается при помощи системы специальных прецизионных валов,
высушивается в специальных сушилках, а затем сматывается в рулон или
разрезается на листы заданного
размера.
В зависимости от
назначения получаемых препрегов, пропитка тканей
осуществляется специальными эпоксидными или фенолоформальдегидными смолами,
разбавляемыми ацетоном, этиловым спиртом и др. растворителями.
В технологическом
процессе пропитки и сушки полотна строго контролируются вязкость и количество
наносимой смолы, сила натяжения полотна, температура и продолжительность сушки,
количество летучих веществ и др. параметры.
Полученные препреги в дальнейшем подвергаются плоскому или фасонному
формованию или же реализуются другим предприятиям в виде товарной
продукции. Наибольшее производство препрегов сейчас
сосредоточено в Китае и др. странах Юго-Восточной Азии.
Пропитка
осуществляется таким образом, чтобы максимально реализовать физико-химические
свойства армирующего материала, обеспечить заданные электротехнические,
механические и др. параметры. Препреги с
ориентированным расположением волокон изготавливают на специальных установках
вертикального (шахтного) или горизонтального типа. При изготовлении препрега на основе тканей, сеток и т.п. (рис. 1) материал
поступает из разматывающего устройства, разглаживается, пропускается через
ванны со смолой, тщательно отжимается при помощи системы специальных
прецизионных валов, высушивается в специальных сушилках, а затем сматывается в
рулон или разрезается на листы заданного размера. Сушильно
пропиточные линии представляют собой крупногабаритные и технически сложные
инженерные системы, обеспечиваемые современными средствами автоматического
управления, безопасности.
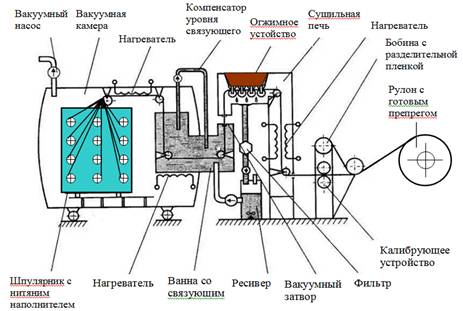
Рисунок 1. Схема пропиточной установки для получения препрега
Готовый препрег обычно представляет собой рулоны или пакеты
ленточного калиброванного материала с разделительной пленкой между слоями. В
таком виде препреги могут храниться до нескольких
недель, однако для увеличения срока хранения, их хранят при пониженных
температурах. Полученные препреги в дальнейшем
подвергаются плоскому или фасонному формованию, а так же реализуются другим
предприятиям в виде товарной продукции.
Препрег,
полученный на специальных пропиточных установках, обладает высоким качеством
пропитки наполнителя связующим, минимальными механическими повреждениями
наполнителя, равномерным «наносом» связующего в наполнитель при оптимальном
процентном содержании связующего. Отсутствие сколько-нибудь заметной липкости
при нормальной температуре позволяет автоматизировать процесс нанесения препрега методами намотки, выкладки, делать технологически
«чистыми» процессы ручной выкладки сложных изделий, проводить
автоматизированный раскрой препрега на станках с
программным управлением, например, на лазерных или ультразвуковых установках
раскроя материала.
Таким образом,
технологический процесс получения изделий из композиционных полимерных
материалов делится на два этапа: получение заготовки заданной конфигурации и ее
формование для достижения высокой прочности и жесткости. КМ, состоящие из
смолы, волокон и других наполнителей, после отверждения являются твердыми
телами. Характеристики готового изделия (такие как габаритные размеры, форма,
величина серии) обусловливают выбор состава композиции, способа ее получения и формования.
Наибольшее
практическое применение находят следующие способы производства изделий из
армированных пластиков:
-
контактное формование с укладкой
пропитанного смолой волокнистого холста на форму;
-
напыление волокнисто-полимерной
композиции на поверхность формы;
-
различные способы формования в
закрытой форме;
-
намотка пропитанного смолой волокна
на форму;
-
пультрузия,
или формование профильных изделий путем протяжки волокна через ванну с
полимером и калибрующую фильеру.
В
зависимости от технологии формования значения свойств полимерных
композитов
могут отличаться в несколько раз. Выбор технологии зависит от конструкции
изделия, условий его эксплуатации, объема изготовления и имеющихся
производственных ресурсов.
Неправильная
организация техпроцесса, неудовлетворительная подготовка исходных компонентов,
несоблюдение технологических режимов (давления прессования, продолжительности и
температуры процесса, предписаний по подготовке сырья и материалов) и многие
другие причины могут значительно изменять свойства готовых изделий. Поэтому
очень важно не только грамотно, с учетом конструкции и условий эксплуатации
изделий, построить технологический процесс, но и при его реализации четко
соблюдать технологические режимы. С этой целью необходимо на всех стадиях
процесса осуществлять текущий контроль технологических параметров и свойств
изготавливаемого изделия.