Technical
sciences/1. Metallurgy
Abdrakhmanov
Ye.S., Bykov P.О., Bogomolov А.V., Kuandykov A.B.
S. Toraighyrov Pavlodar State
University, Kazakhstan
Researching of mixing quality of briquette mass
Preparing of briquette mass
consists of 2 parts: mixing (leveling) and physic-chemical processes of all
components of briquette compositions. This processes often superimposed one on
the other, partially flow sequentially.
For assessing the qualitative
side of the mixing process, one of the important indicators is the degree of
homogenization of the mixed mass. On the limit, fully homogenized mass must
have same component and grain composition in any macro volumes. Therefore,
measure of the performance of a mixer is the standard deviation of the
composition of a sample taken after a certain mixing time, or the degree of
mixing, expressing the ratio of the actual deviation of one or another
component of the mixture to the theoretical standard deviation of an ideally
mixed mixture. The last parameter, in the limit equal to 1 (or 100%), is more
obvious for estimating the performance of the mixer.
Consequently, estimation of
mixing quality can be partially carried out from the standpoint of statistical
distribution parameters. There are dozens of formulas for quantifying the
distribution of blended components in final products. As a criterion for the
quality of mixing, the inhomogeneity coefficient (variation):
![]() , %
, %
S – average square deviation;
m ̅ – average arithmetic content of the controlled component in all
samples;
n – number of samples;
Хi- value of the
random variable X in the i-th experiment.
The quality of mass mixing is advisable to be
estimated by any control fraction of the base particles (for example, 0.8-1.2
mm or 1-1.5 mm) in single samples of Сi:
![]() , %
, %
С ̅ – average arithmetic value of the number of
particles in the samples,%.
However, as indicated at the beginning of this
section, mechanical mixing (homogenization) does not mean that the briquetting
mass is obtained as a stable polycomposition. The second stage - adhesion
(wetting, sorption), capillary impregnation, etc. provide a stable formation of
the thinnest layers on the boundary of the abrasive-substrate, which are
connected by Van der Waals, molecular and electrostatic forces. Availability of
this forces leads to the formation of a solid three-dimensional structure. Only
after the completion of these processes, the briquette mass is converted into a
cohesive, highly concentrated and structurally stabilized substance. It is the
spatial structure of molecular forces that imparts plasticity, viscosity and
stability to the substance.
For a normal (Newtonian) fluid, displacement of the
layers is caused by an arbitrarily small force. In structured systems, as a result
of the availability of a sufficiently strong continuous structural grid, some
effort must be exerted to destroy it. According to a number of articles [1-4],
flow of that system begins only from the moment when the shear stress R exceeds
some critical value Rk necessary for the destruction of the structure formed in
the given system. Such a flow is called plastic flow, and Rk is the yield
point.
In briquette mass, at operating temperatures, a
viscous flow is characteristic for normal Newtonian fluid. In the mixture mass,
as a result of a sharp increase of base concentration, an appreciable
appearance of elastic plastic properties and yield strength should be expected,
which is especially important in the formation of briquettes in roll presses.
This is what ensures the preservation of a stable form of briquettes after they
exit from the cells of the mold.
Considering the complexity of the above processes,
technological evaluation of the mixing quality of peck-coal masses has a number
of features. It is very important to evaluate the completion of the main mixing
processes: homogenization, adhesion, coating, impregnation, etc. Also
considered rheological characteristics of the masses (viscous flow and
plasticity, sedimentation in the liquid phase of the binder, press
characteristics, etc.)
We will take a look on these requirements in more
detail. For the briquette mass, the indicator of the mass bulk density or the
sometimes used residual porosity index that characterizes the degree of
capillary impregnation of the filler grains is of interest.
Methodically, this is done in the following order. The
briquette mass is placed in a detachable liner and heated in the resistance
furnace smoothly to 170 0С. When filling the mixture in the sleeve, it is
compacted manually with a wooden rammer without knocking smoothly to a density
of 1.15 - 1.20 g / cm3. After 5 minutes at this temperature, the sleeve is
pulled out and cooled in water for increasing speed of cooling. After cooling
in water, bulk density of the briquette mass is determined, which after the
cooled sample is crushed in a laboratory jaw crusher.
Then follows the grinding in a laboratory ball mill to
class - 0.16 mm.
The pycnometric density in an aqueous solution of
ethyl alcohol without boiling is determined. The porosity is determined by the
formula:
![]() 100%
100%
Р – porosity,
ρп
and ρб − micrometrically and bulk density of
briquette mass
The briquette components were first mixed in a roller
mixer in a cold powder state for 3, 6, 9 minutes. Then, 140 grams of the
stirred mixture were placed in a detachable sleeve, also heated to 170 °C, and
after standing for 5 minutes were placed on a laboratory bench and the hot
briquette was compacted by three blows of the koper. After cooling in water,
the sleeve was separated, and the sample of the briquette was pulled out of the
liner cavity and placed in a preheated oven.
After a two-minute drying at a temperature of 105 °C,
the sample was taken out of the camera, after being exposed to air for 5
minutes, weighed on an electronic balance. The experiments were performed three
times for each mixing time of the briquette components in the roller mixer. The
results are shown in Figure 1.
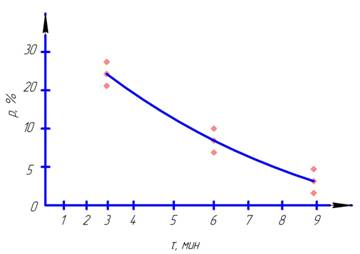
Figure 1 – Dependence of the porosity of the briquette
from time of dry blending
As can be seen from the graph, durability of dry
mixing reduces the porosity of the briquettes, that is, increases its
mechanical durability to abrasion, which is the main indicator during the
transportation of the finished briquettes. The dry mixing for 9 minutes to
reduce the porosity of the briquette noticeable influence does not render.
Therefore, laboratory tests that time will be taken as established. Next,
prepared mixture briquette mass split in the sleeve was heated up to 120,
130,140, 150, 160, 170 0С. The results of measurement of porosity is presented
in figure 2.
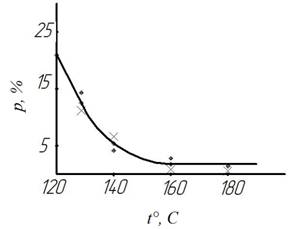
Figure 2 –
Effect of heating temperature of briquette mass on porosity
With increasing temperature in the sleeve, the volume
of unfilled pores is reduced and becomes stable at 140 ÷ 160 0C. This
consistent with the results of the study of wettability: at these temperatures
the contact angle reaches the limits of the beginning of wetting. At the same
time, unreasonably high temperature heating of the mixture can lead to
oxidation of the binder and loss of part of the cementitious properties [5].
Another indicator of the quality of mixing can serve
as the thickness of the layer of binder between the grains foundation. To
determine this figure, the briquette thin sections of the samples were studied
under the microscope. When we zooming x 200, distribution curves were
constructed according to the method [6].
Conclusions:
1 Researched and assessed
quality of the mix briquette mass through the degree of homogenization,
coefficient of heterogeneity, interaction and adhesion through rheological
characteristic briquette mass.
2. Compiled experimental
method of determining indices of volumetric mass density and residual porosity
of the briquette.
3. The optimal temperature
scale stabilization of heating the briquette mass. The optimal thickness of the
layer of binder between the grains Foundation.
References:
1 Summ B. D., Goryunov Yu.
V. Physical-chemical fundamentals of wetting and spreading. − M. :
Chemistry, 1976, 236 p.
2 Gorchakov G. I.
Composition, structure and properties of cement concretes. – M. : stroiizdat,
1976, 186 p.
3 Gul V. E., Kuznetsov V. N.
Structure and mechanical properties of polymers. – M. : Higher school, 1972,
168 p.
4 Cynarski I. S. Process
technology of refractories. – M. : Metallurgy, 1969. – 280 p.
5 Kaplanov J. V. Non-ferrous
metals, 1990, No. 7, 75 p.
6 Abdrakhmanov Ye.S, Bykov P O, Kulumbaev N K
Experimental determination of the technological parameters of a blade mixer /
Materials of the International Scientific Conference "XV Satpaev
Readings" - Pavlodar: S.Toraighyrov PSU, 2017