Yurii P. Borodii, Cand. Sc. (Eng.), Assoc. Prof.
National
Technical University of Ukraine "Igor Sikorsky Kyiv Polytechnic
Institute"
Practical Research Wear Knives for Cutting
Wire
To study the characteristics
of the process of deterioration, describe the mechanisms of wear, determining
the process parameters important to wear frakto image
research knives for cutting wire. The aim is to generalize the results frakto image and X-ray structural studies knives for
cutting wire, which are made of different materials, surface strengthened in
different ways and have worked a certain number of cycles. Cutting wire with a
diameter of 1 mm was die-machine having upper and lower moving blades fixed.
Research conducted on these
samples:
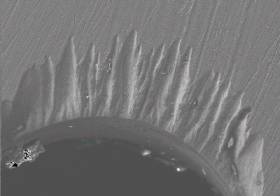
1) Sample 1 – lower than
(Fig. 1), made of steel coated ШХ15 chromium nitride (HV 947).
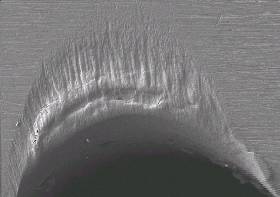
2) Sample 2 – lower than
(Fig. 2), made of steel with quenching ШХ15 to 706...733 HV worked 12,000 strokes.
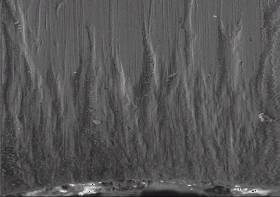
3) Sample 3 – than the top (Fig. 3), made of
steel with quenching ШХ15 to 674...741 HV.
4) Sample 4 – lower than (Fig.
4), made of hardened steel ШХ15 (HV 706...733) and electric-doping strengthened to
HV 1080-1120.
|
|
|
|
|
Fig. 1. Sample 1 after 16,000 strokes * 100 |
Fig. 2. Sample 2 after 12,000 strokes * 97 |
|
|
|
|
|
|
Fig. 3. Sample 3 after 12,000 strokes * 500 |
Fig. 4. Sample 4 after 20,000 strokes * 100 |
|

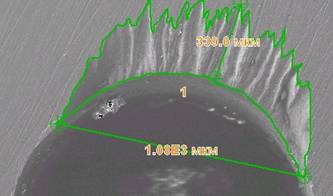
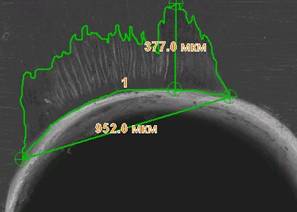
During processing frakto graphs were studied geometrical parameters zone wear
all four blades. As these parameters were determined: the absolute height and width
in millimeters zone wear and wear area zone.
The
measurement of these parameters was carried out
using graphics software. For example,
in Fig. 5-6 shows the measurement
results for sample 1 (holes 1 and 2).
|
|
|
|
Fig. 5. Options wear zone (height and width) of
the sample 1 (hole 1 after 16,000 strikes) * 40 |
Fig. 6. Options wear zone (height and width) of
the sample 1 (hole 2 after 18,000 strikes) * 40 |
Since each blade carried a
different number of cycles, for comparative assessment of the stability of
knives strengthened in various ways, used the following parameters:
1) The burr growth rate (mm/thousand
strikes) was defined as the absolute value of the burr, divided by the number
of impact stamps at which this burr was formed.
2) Specific areas of wear
height (mm/thousand strikes) as defined altitude zone, referred to the number
of stamps punches.
3) Specific areas of wear
area (mm2/thousand strikes) defined as the absolute value of
the wear zone area divided by the number of stamps punches.
Results and calculations are
summarized in table 1.
Table 1
Summarized
results of processing frakto images
|
Hardness HV |
Burr
growth rate, mm/thousand strikes |
The
specific area of the zone
of wear, mm2/thousand strikes |
Specific
height zone of wear, mm/thousand strikes |
|
720 |
0,0175 |
0,0565 |
0,0775 |
|
947 |
0,0054 |
0,0123 |
0,0168 |
|
1080 |
0,0068 |
0,0188 |
0,0286 |
|
1120 |
0,0064 |
0,0084 |
0,0075 |
Conclusions:
1)
To study the characteristics of the process
of deterioration, describe the mechanisms
of wear, determining the process parameters were involved wear
frakto study graphic knives for cutting wire.
2)
Dependences of the height and
area of the
wear zone on the absolute
value of the burr are
obtained for various types of
hardening treatment of the cutting
edges of knives.
3)
The dependences of specific height
and area specific areas of wear from
the average hardness knives, cutting edges are
reinforced with different types of combination treatment.