Металургія
Жигуц Ю.Ю.,
Талабірчук В.Ю., Марушка В.В.
Ужгородський
національний університет, Україна
ОБРОБКА ПОВЕРХНІ ЗА ДОПОМОГОЮ СВС І ЛАЗЕРНОГО ПОВЕРХНЕВОГО ЗМІЦНЕННЯ
Одна
з найважливіших народногосподарських проблем полягає у захисті поверхні від
робочого середовища [1-3], і за рахунок цього збільшення часу експлуатації
деталей. Вона може бути вирішена при поєднанні СВС (саморозповсюджувального
високотемпературного синтезу) і лазерного поверхневого зміцнення. При лазерному
поверхневому зміцненні важливою проблемою є зниження втрат променистої енергії
за рахунок її відбиття оброблюваною поверхнею металу. У даному дослідженні,
замість світлопоглинаючої фарби використовувалася суміш порошків Ti (68%), вуглецю у виді сажі (18%) і Fe (14% за масою). Ця суміш змочувалася
розчином 2% латексу у бензині, наносилася на поверхню вуглецевої сталі марки 10
і 20 і підсушувалася на повітрі, утворюючи шар товщиною 200 або 500 мкм.
Термохімічні
розрахунки показали, що у такій суміші практично весь Ti взаємодіє із вуглецем за рахунок безкисневого горіння, утворюючи
карбід Ti. Надлишок вуглецю і дуже
невелика кількість титану легують залізо, утворюючи рідку сталь евтектоїдного
складу, яка в умовах швидкого охолодження перетворюється у тростит в шарах
товщиною 80 мкм. Такі шари підпалювались променем CO2-лазера безперервної дії із поздовжньою накачкою
потужністю 850 Вт при щільності потужності 15–20 Вт·м-2 (діаметр
"плями" 0,3–1,0 мм), швидкість сканування 10–20 мм·с-1.
На
рис. показана типова мікроструктура металу у поперечному перерізі зміцненого
шару, отриманого при захисті Ti від
окислення повітрям у нанесеному шарі суміші, аргоном (~ 0,5 л·с-1).
Товщина легованого шару ~500 мкм. Зміцнений поверхневий шар складається з ~50%
частинок TiC і ~50% (за об'ємом) інструментальної
вуглецевої сталі типу У8.
На
рис. двома вертикальними стрілками показано, що дві частинки TiC під час свого синтезу
"пропалили" сталь із високим локальним виділенням тепла і глибоко
вкоренилися у зв'язку. Видно також, що в зоні інтенсивного теплового впливу
мікроструктура сталі набула дуже дрібної стовпчастої будови із невеликим
нахилом тонких дендритів (які майже не мають гілок) у сторону, протилежну
напряму сканування променем лазера. Нахиленою світлою стрілкою (зверху, рис.)
показано напрям, вздовж якого вимірювалась мікротвердість алмазною пірамідою.
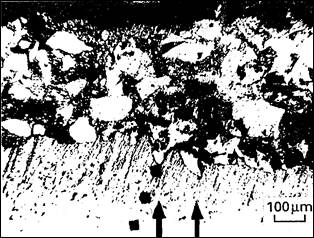
Рис. Мікроструктура зміцненого шару із напівоплавленими
частинками TiC
У
напівоплавленій зоні видно високотверді (~HV
2000) карбіди TiC, які займають до
50% об'єму всього шару сталі. Як показали дослідження, мікротвердість карбідів TiC майже у десятки разів вища твердості
сталі.
Таким
чином, вдалося організувати СВС-процес у поверхневому, порівняно тонкому шарі
за рахунок використання технології лазерного поверхневого зміцнення одночасно
для нагріву, оплавлення і навуглецьовування заліза та для оплавлення частинок Ti і його "горіння" у вуглеці
із утворенням карбідів TiC.
Адіабатична температура безкисневого
горіння такої суміші Ti-C дорівнює
3200 K. Фактична температура горіння вибраної суміші 68%Ti +18%C+14%Fe (% у масових частках) перевищує 1850 K, що
забезпечує утворення на поверхні сталі твердо-рідкого шлікера типу розплав-TiC із великим інтервалом
ліквідус-солідус. Утворення шлікера замість однофазного розплаву позитивно впливає
на якість поверхні зміцненого шару після його повного твердіння і охолодження,
а також на утримування цього шару навіть на нахилених площинах. Важливо
відмітити, що при вказаному безкисневому горінні ніяких неметалічних фаз і їх
вкраплень не утворюється. Зварювання зміцненого шару з основним металом
отримується "металургійно", виключаючи необхідність пайки або інших
способів з'єднання одного сплаву (наприклад, інструментального) з іншими
(наприклад з основою різця) [3-5].
Висновки. Суміщення лазерного поверхневого зміцнення і СВС у
одній операції дозволяє вирішити цілий комплекс технічних завдань по отриманню
високотвердих матеріалів типу карбідосталі і твердих сплавів на поверхні
металу. Новий комплексний технологічний процес дозволяє нарощувати зношені
поверхні деталей машин, апаратів і приладів на висоту 0,5 мм.
ЛІТЕРАТУРА
1. Жигуц Ю.Ю. Синтез матеріалів металотермією та СВС-процесами//Вісті
Академії інженерних наук України. − Київ. − АІН України, нац. техн.
ун-тет України „КПІ”. − 2007. − №2 (32). − С. 32−39.
2. Жуков А.О., Жигуц Ю.Ю., Шиліна Е.П.,
Мажумдар Дж. Дата. Комбінована обробка за допомогою лазерного поверхневого
зміцнення і саморозповсюджувального високотемпературного синтезу//Науковий
вісник УжНу. − Серія Фізика. − № 10. − Ужгород. − 2001.
− С. 31–34.
3. Zhiguts Yu. Špeciálna termitova liatiina//Výrobné
inžinierstvo. Košice. − 2007. − r. 6. − N 2, s. 45-48.
4. Жигуц Ю.Ю., Жуков А.А. Новітні технології виготовлення та зміцнення
деталей із використанням СВС-процесів//Восточно-европейский журнал передовых
технологий. − Харьков. − Техн. Центр. − 2007. − №1
(25). − С. 32−38.
5. Zhiguts Yu.Yu., Shurokov V.V. Carbide
steels synthesized by metallothermy/Materials Science. Springer. New
York. − 2005. − V. 41. №5. − P. 666−672.