Технические науки. отраслевое машиностроение.
К.т.н. Павліченко
П.О., магістрант Луценко Ю.В.
Національний технічний університет України
“Київський політехнічний інститут”
Удосконалення
методики силових розрахунків токарних оправок
Аналіз методик силових розрахунків
жорстких циліндричних оправок з буртом показує, що вони недосконалі, тому що
ґрунтуються на помилкових поняттях та на недостовірних розрахункових схемах.
В методиках силових
розрахунків [1,2,4] використовується, як протидіючий моменту різання, кільцевий
момент тертя на поверхні контакту заготовки з швидкозмінною шайбою, який
фактично не запобігає повороту заготовки при обробленні; крім того прийнята в
розрахунках умова рівності зовнішних діаметрів поверхонь контакту бурта ![]() та швидкозмінної шайби
та швидкозмінної шайби ![]() з заготовкою, не є
обов’язковою.
з заготовкою, не є
обов’язковою.
Так, для розрахунку
механізованих циліндричних оправок з буртом, в роботі [1] використана схема,
показана на рис.1, і стверджується, що крутний момент тертя на кільцевій
поверхні контакту заготовки 2 з швидкозмінною шайбою 3 запобігає повороту
заготовки від крутного моменту різання (![]() ).
).
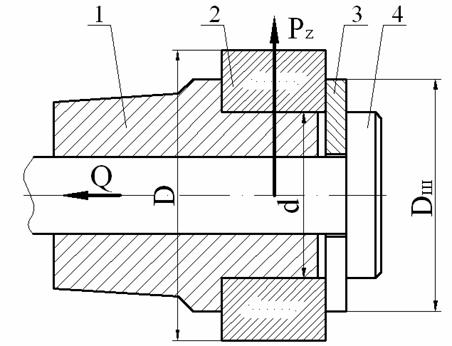
Рис.1. Схема закріплення заготовки на механізованій оправці
Варто відмітити, що цей
крутний момент тертя лише з’єднує шайбу 3 з заготовкою і ніяким чином не
запобігає ймовірному її повороту, тому що шток 4 механізованого приводу не має
достатньої крутильної жорсткості і заготовка провернеться при недостатній
осьовій силі затиску разом з шайбою і штоком.
В таких механізованих оправках повороту
заготовки запобігає лише момент тертя на кільцевій поверхні бурта ![]() ; тому, з урахуванням коефіцієнта надійності закріплення
; тому, з урахуванням коефіцієнта надійності закріплення ![]() , запишемо:
, запишемо:
![]() , (1)
, (1)
Спрощено
![]() , (2)
, (2)
де ![]() – середній радіус кільцевої поверхні контакту заготовки
з буртом;
– середній радіус кільцевої поверхні контакту заготовки
з буртом;
![]() – осьова сила затиску заготовки;
– осьова сила затиску заготовки;
![]() – коефіцієнт тертя [5].
– коефіцієнт тертя [5].
Точна формула, при умові
рівномірного контакту заготовки з торцем бурта по кільцевій поверхні,
![]() , (3)
, (3)
де ![]() – приведений радіус кільцевої поверхні.
– приведений радіус кільцевої поверхні.
З формул (1), (2) і (3)
осьова сила достатня для надійного закріплення заготовки:
спрощено
![]() , (4)
, (4)
точно
![]() , (5)
, (5)
Розрахунки ![]() і
і ![]() при однакових інших
умовах дають різні результати. Щоб оцінити їх різницю, можна розглянути
залежності
при однакових інших
умовах дають різні результати. Щоб оцінити їх різницю, можна розглянути
залежності ![]() та
та ![]()
від співвідношення зовнішнього ![]() та внутрішнього
та внутрішнього ![]() діаметрів кільцевих
поверхонь тертя.
діаметрів кільцевих
поверхонь тертя.
Графічно такі залежності для
різних діаметрів отворів ![]() показані на рис.2.
показані на рис.2.
Рис.2. Залежність ![]() і
і ![]() від
від ![]() для різних діаметрів
отворів
для різних діаметрів
отворів
При збільшенні відношення ![]() суттєво збільшується
різниця між
суттєво збільшується
різниця між ![]() і
і ![]() , отже і значення моментів тертя, розраховані за спрощеною
(2) і точною (3) формулами, теж будуть суттєво відрізнятися; крім того, ця
різниця збільшується при збільшенні діаметра базового отвору заготовки
, отже і значення моментів тертя, розраховані за спрощеною
(2) і точною (3) формулами, теж будуть суттєво відрізнятися; крім того, ця
різниця збільшується при збільшенні діаметра базового отвору заготовки ![]() ; але варто відмітити, що відношення
; але варто відмітити, що відношення ![]() при сталому значенні
при сталому значенні ![]() залишається незмінним
і не залежить від значення діаметра базового отвору заготовки (рис.3).
залишається незмінним
і не залежить від значення діаметра базового отвору заготовки (рис.3).
З метою спрощення оцінки різниці
приведеного і середнього радіусів, позначимо ![]() , звідки:
, звідки:
![]() ,
(6)
,
(6)
де ![]() .
.
Підставивши (6) в формули (2)
і (3), після перетворень отримаємо:
![]() (7)
(7)
Графік
залежності (7) показано на рис.3. Різниця результатів розрахунків при ![]() складає 10% та досягає
20% при
складає 10% та досягає
20% при ![]() .
.
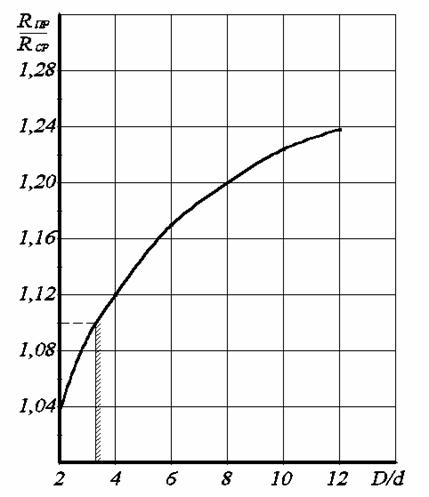
Рис.3. Залежність ![]() від
від ![]()
Отже
розрахунки за спрощеною формулою (4) дають завищені значення осьової сили
затиску заготовки в порівнянні з результатами, отриманими за точною формулою
(5).
Нажаль,
методика силових розрахунків таких немеханізованих оправок теж недосконала і
потребує уточнення. В сумарному моменті тертя на кільцевих поверхнях, який
протидіє повороту заготовки, теж помилково враховано момент тертя між
швидкозмінною шайбою і торцем заготовки.
Дійсно, в процесі обробки на
заготовку безпосередньо діють крутні моменти тертя торця бурта (![]() ) та швидкозмінної шайби (
) та швидкозмінної шайби (![]() ), але крім них в системі “Пристрій – заготовка” мають місце
ще крутні моменти тертя гайки між її торцем і шайбою (
), але крім них в системі “Пристрій – заготовка” мають місце
ще крутні моменти тертя гайки між її торцем і шайбою (![]() ) та момент тертя в різьбі гвинтової пари (
) та момент тертя в різьбі гвинтової пари (![]() ) (Рис.4).
) (Рис.4).
Протидіяти ймовірному повороту заготовки при
обробці будуть тільки момент ![]() та найменший із
крутних моментів
та найменший із
крутних моментів ![]() ,
, ![]() ,
, ![]() , як найслабша ланка системи; його і необхідно включити в
сумарний момент тертя оправки для розрахунків осьової сили, достатньої для
закріплення заготовки.
, як найслабша ланка системи; його і необхідно включити в
сумарний момент тертя оправки для розрахунків осьової сили, достатньої для
закріплення заготовки.
Отже належить з’ясувати, який
із трьох згаданих моментів тертя буде найменшим, при інших однакових умовах.
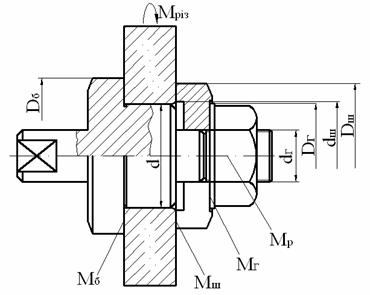
Рис.4. Схема закріплення
заготовки на немеханізованій оправці
Крутні моменти тертя на
кільцевих поверхнях можна розрахувати за точними формулами:
![]() – формула (3),
– формула (3),
![]()
![]() , (8)
, (8)
![]()
![]() , (9)
, (9)
де ![]() ,
, ![]() – більші діаметри
кільцевих поверхонь контактів відповідно
шайби з заготовкою та торцю гайки з шайбою.
– більші діаметри
кільцевих поверхонь контактів відповідно
шайби з заготовкою та торцю гайки з шайбою.
![]() ,
, ![]() – менші діаметри кільцевих поверхонь контактів шайби
та гайки.
– менші діаметри кільцевих поверхонь контактів шайби
та гайки.
Крутний момент тертя в
гвинтовій парі, спрощено
![]() , (10)
, (10)
де ![]() – середній радіус різьби гвинта, мм;
– середній радіус різьби гвинта, мм;
![]() – кут підйому різьби,
– кут підйому різьби, ![]() ;
;
![]() – приведений кут тертя в різьбовій
парі,
– приведений кут тертя в різьбовій
парі, ![]() .
.
Аналіз формул (8), (9)
показує, що ![]() , так як при установці заготовки на оправку з швидкозмінною
шайбою обов’язковою є умова
, так як при установці заготовки на оправку з швидкозмінною
шайбою обов’язковою є умова
![]() , тобто діаметр отвору заготовки має бути більшим від
зовнішнього діаметра гайки, тому приведений радіус кільцевої поверхні в формулі
(8) більший приведеного радіуса в формулі (9), отже і момент
, тобто діаметр отвору заготовки має бути більшим від
зовнішнього діаметра гайки, тому приведений радіус кільцевої поверхні в формулі
(8) більший приведеного радіуса в формулі (9), отже і момент ![]() більший момента
більший момента ![]() при незмінній силі Q.
при незмінній силі Q.
В свою чергу, крутний момент
тертя в різьбі ![]() менший від крутного
моменту тертя під торцем гайки
менший від крутного
моменту тертя під торцем гайки ![]() для всього діапазону
метричних різьб, які використовуються в пристроях. Такий висновок підтверджено
результатами експериментальних досліджень [3].
для всього діапазону
метричних різьб, які використовуються в пристроях. Такий висновок підтверджено
результатами експериментальних досліджень [3].
Отже утримувати заготовку від повороту на немеханізованій оправці будуть
момент тертя бурта ![]() та момент тертя в
різьбі
та момент тертя в
різьбі ![]() , тому рівняння крутних моментів
, тому рівняння крутних моментів
![]() ,
(11)
,
(11)
підставивши формули (3) і (10) в (11), отримаємо:
 ,
(12)
,
(12)
звідки осьова сила достатня для надійного закріплення заготовки на
немеханізованій оправці з буртом, з урахуванням коефіцієнта запасу надійності ![]() ,
,
 , (13)
, (13)
Визначивши силу ![]() , для подальших силових розрахунків оправок, можна
скористатись традиційною методикою розрахунків [5].
, для подальших силових розрахунків оправок, можна
скористатись традиційною методикою розрахунків [5].
Література
1. Боровик А. І. ,
Проектування технологічного оснащення: Навч. Посібник. – К.: ІЗМН, 1996. – 488с.
2. Білоусов А. П. ,
Проектирование станочных приспособлений: Учебн. пособ. для учащихся техникумов – М.: Высш. школа, 1980. –240с.
3. Сборка и монтаж изделий
машиностроения: Справ очник, Т.1. Сборка изделий машиностроения / Под ред. В.
С. Корсакова, В. К. Замятина, – М.: Машиностроение, 1983. –
480с.
4.
Справочник технолога машиностроителя,
Т.2. / Под ред. А. Г.
Косиловой, Р. К. Мещерякова. – М.: Машиностроение, 1985. –496с.
5. Станочные приспособления: Справочник, Т.2 / Под ред. Б. Н. Вар- дашкина, В. В. Данилевского, – М.: Машиностроение, 1984. –656с.