Бєляєва А.Ю.
Національний технічний університет України «КПІ»
Дослідження поверхонь оброблених зразків при різанні без дроблення стружки та
з дробленням стружки
Одним із ефективних і надійних способів дроблення
стружки при токарній обробці є вібраційне різання. При правильному виборі
напряму коливань, частоти та амплітуди коливань вібраційне різання дозволяє
надійно і ефективно дробити стружку. Однак, відсутність дієвих виконавчих
пристроїв що здатні забезпечити коливальний рух різця в діапазоні частот до 200
Гц з амплітудою коливань 0,3 мм, обмежує широке використання вібраційного
дроблення стружки в промисловості. Одним із ефективних способів вирішення цієї
проблеми є використання спеціальних пружних елементів для пружного підвісу
різця, які здатні внаслідок відсутності зовнішнього тертя та зазорів при
зворотно-поступальному русі, забезпечити заданий амплітудно-частотний діапазон
коливальних рухів різця. Однак, проектування таких пружних елементів потребує
додаткового дослідження. Тому, розробка принципів раціонального проектування
пружних елементів різцетримачів є актуальною науковою проблемою, вирішення якої
дозволить підвищити ефективність процесу точіння з дробленням стружки [1].
Перевагами
використання вібраційного різання для дроблення стружки при токарній обробці є:
-
забезпечення надійного дроблення
стружки; для низькочастотних осьових вібрацій – при всіх частотах, відмінних
від числа обертів деталі ≥ 5 %;
-
в ряді випадків підвищення оброблюваності різанням
матеріалів;
-
підвищення ефективності дії навколишньої середи шляхом
більш надійного періодичного омивання ріжучого клина інструменту мастильно -
охолоджуючою рідиною;
-
точіння з низькочастотними вібраціями і малими
амплітудами не суттєво впливає на значення шорсткості оброблюваної поверхні у
порівнянні зі звичайним різанням;
Основним
недоліком, який стримує використання вібраційного різання для дроблення
стружки, є відсутність ефективних пристроїв, що забезпечують коливальний рух
різця в діапазоні частот до 200 Гц з амплітудою до 0,3 мм.
Аналіз
кінематики вібраційного різання показав, що при різанні з осьовою подачею
найбільш ефективними є осьові вібрації, які забезпечують надійне дроблення
стружки при порівняно малій амплітуді коливань.
Суттєвим резервом підвищення ефективності вібраційного дроблення стружки є
використання різцетримачів з пружними елементами, що виконують функції пружних
напрямних, забезпечуючи відсутність зовнішнього тертя та зазорів при зворотно -
поступальному вібраційному русі інструменту.
Для порівняння поверхонь після обробки заготовки при різанні без дроблення
стружки та при різанні з дробленням стружки були побудовані профілографи та
кругло грами, які показані на рис 1 та 2 [2].
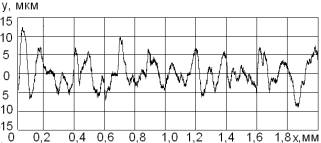
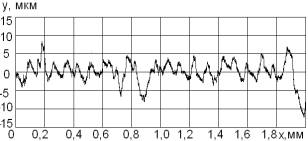
а) шорсткість 2,65 мкм б) шорсткість 2,63
мкм
Рис. 1.
Профілограми поверхонь зразків зі сталі 45 після обробки без дроблення стружки
(а) та з дробленням стружки (б)
Як бачимо, шорсткість поверхні 2,63 мм, яка оброблювалась при різанні без
дроблення стружки незначно відрізняється від шорсткості поверхні 2,65, яка
оброблювалась при різанні з дробленням стружки.
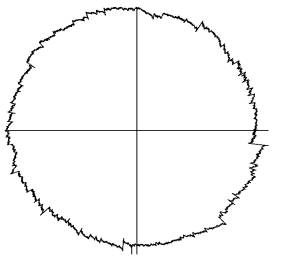
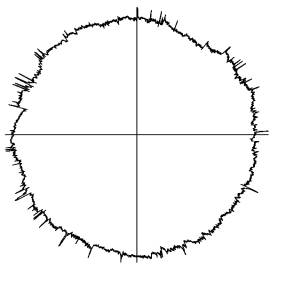
шорсткість 15,8 мкм шорсткість 14,4 мкм
Рис. 2.
Круглограми після обробки заготовок зі сталі 45 при різанні без дроблення
стружки (а) та з дробленням стружки (б)
На рис. 2 наведені результати точіння заготовок зі сталі 45. Отримані значення
некруглості в порівнянні зі значеннями некруглостей, які достягаються при
різанні без дроблення стружки та різанні з дробленням стружки. При різанні з
дробленням стружки шорсткість оброблюваної поверхні досить значна, але вона
лише на 6% більша від поверхні, яка оброблювалася різанням без дроблення
стружки.
Література:
1.
Ахметшин Н.И. Вибрационное резание металлов / [Н.И.
Ахметшин, Э.М. Гоц, Н.Ф. Родиков; под ред. К.М. Рагульского]. - Л.: Машиностроение, Ленингр. отд-ние, 1987.
- 80 стр.- (Б-ка инженера. Вибрационная техника; Вып. 10).
2. Бєляєва А.Ю. Розробка принципів раціонального проектування пружних
елементів різцетримачів для точіння з дробленням стружки: Дис. канд. техн.
наук: 05.03.01 /Бєляєва Анастасія Юріївна - Київ, 2009. – 181с.