Зелінко А., студ.,
Кореньков В.М., к.т.н., доц.
НТУУ «Київський
політехнічний інститут», м. Київ, Україна
ДОСЛІДЖЕННЯ ЗАЛЕЖНОСТІ ЧАСУ ВИКОНАННЯ УПРАВЛЯЮЧОЇ ПРОГРАМИ ДЛЯ ВЕРСТАТА HAAS VF3
У статті розглядаються реалізація програми, що дозволяє обчислити час
оброблення заготовки, враховуючи перехідні процеси при розгоні і гальмуванні
серводвигуна. У даному випадку розглядається верстат з ЧПУ HAAS VF3, на якому і були проведені
досліди.
1 Вступ
На сьогоднішній день
САМ-системи у багатьох випадках (оброблення заготовок із складним контуром,
високошвидкісне оброблення) розраховують час виконання G-коду досить неточно. Теоретичні обґрунтування і виведення формул, які
будуть у подальшому використані у програмі розрахунку
часу оброблення, наведені у статті «Визначення часу виконання управляючої
програми з урахуванням розгону та гальмування приводів верстату з ЧПК». На їх
основі було розроблено дві програми:
−
Парсер, що перетворює символи G-коду управляючої програми у масив (рис.1) упорядкованих чисел (написаний у
мові програмування python).
−
програма, що розраховує час оброблення (написана в Excel).
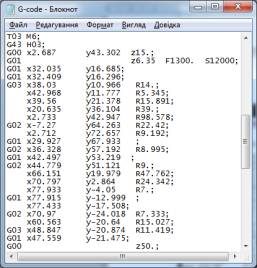
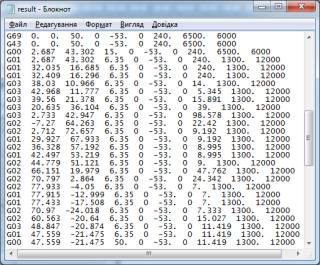
Рис.1 Результат парсингу G-коду
2 Методика
експериментів
|
Спочатку потрібно
ввести паспортні дані двигуна: момент інерції обертання двигуна (J), пусковий момент двигуна, (Mp); передаточне відношення
двигун-робочий орган, i. Далі потрібно
експериментальним шляхом визначити момент інерції
системи відповідно до кожної осі. Для цього потрібно, щоб верстат у продовж
певного часу переміщував робочий орган по відповідній осі по прямій з т.А у
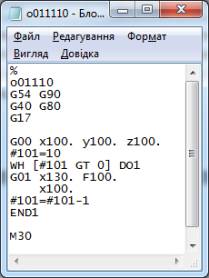
т.Б, з т.Б у т.А і т.д. Для цього використовуємо макрос (рис.2) При цьому відстані
переміщення робочого органу повинні бути мінімальними, але достатнім, щоб
відбувся розгін, рівномірне переміщення та гальмування, їх кількість
максимальна. Чим більша кількість переміщень, тим точніший буде результат.
Загалом достатньо 5с руху та 150 переміщень в одну сторону для досягнення
достатньої точності. Відповідно дослід триватиме не більше 5хв. |
Рис.2. Приклад тестової
управлячої програми |
3 Результати
експериментів на верстаті з ЧПУ HAAS VF3
Паспортні дані наведені у табл. 1. Результати
експериментів у табл. 2. Досліди проводилися лише на холостих ходах при
загальній кількості переміщень 300 (у циклі змінна #101=150), та довжині одного переміщення 30мм.
Таблиця 1 – Вхідні дані
|
Момент інерції обертання двигуна, J [кг/м2] |
0,00178 |
|
Передаточне відношення двигун-робочий орган, i [мм/об] |
8 |
|
Пусковий момент двигуна, Mp [Н/м] |
7,16 |
Таблиця 2 – Результати експериментів
|
Номер досліду |
1 |
2 |
3 |
4 |
|
Теоретичний час
(без урахування динаміки), t [с] |
270 |
135 |
90 |
67,5 |
|
Дійсний час, [с] |
276 |
159 |
132 |
128 |
|
Подача, F [мм/хв] |
2000 |
4000 |
6000 |
8000 |
|
Момент інерції сисетми, Mі [Н/м] |
0,17 |
3,66 |
4,16 |
4,38 |
|
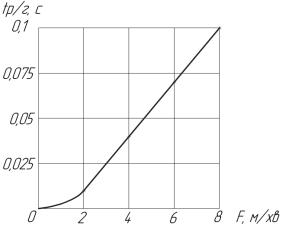
Час
розгону/гальмування, [с] |
0,01 |
0,04 |
0,07 |
0,1 |
Дослідні значення по осі у збігаються з даними по осі х.
Тобто робочий орган верстату HAAS VF3 має однаковий момент інерції по обох осях. Залежності моменту інерції
системи та часу розгону/гальмування від подачі наведені на рис. 1 та рис. 2.
|
Рисунок 1 – Залежність
моменту інерції системи від подачі |
Рисунок 2 – Залежність
часу розгону/гальмування від подачі |
4 Рекомендації для
виробництва
З графіків випливає,
що закон зміни моменту інерції робочого органу від подачі є експоненціальним,
тому на низьких частотах (до 1000 мм/хв, тобто робочі подачі, для розрахунку
часу оброблення моментом інерції системи можна нехтувати, головний вплив буде мати
момент від сили різання), і момент інерції розраховується лише для G00, тобто подачі при холостому ході. Якщо ж оснастка має
велику масу або наявний поворотний стіл, то слід експериментальним шляхом
додатково визначити момент інерції системи для робочих подач з певним кроком
(чим менший крок тим точніший буде розрахунок).