Д. т. н. Сошко А.И.,
к.т.н. Петровский В.П., магистр Басыров А.А.
Херсонский
национальный технический университет, Украина
Исследование
влияния полимерсодержащих смазочно-охлаждающих технологических средств (СОТС)
на энергосиловые параметры при фрезеровании паза
Одним из путей повышения качества обработки на
металлорежущих станках является снижение сил и моментов резания, что позволяет
уменьшить деформации заготовки при креплении последней в приспособлениях,
снизить глубину дефектного слоя после предыдущего перехода и, соответственно,
глубину резания на последующем переходе. Это, в свою очередь, способствует
дальнейшему снижению моментов и сил резания или возможности реализации
повышенных скоростей резания.
Немаловажным элементом рабочей зоны резания,
позволяющим решить эту проблему, являются смазочно-охлаждающие технологические
средства (СОТС), особенно нового поколения, в своем составе содержащие
высокомолекулярные
соединения с направленными физико-химическими свойствами, например полимерные
составляющие.
Действие последних основано на
термомеханической деструкции
полимера в результате вдавливания в
деформируемый смоченный металл лезвия режущего инструмента и развития сложных
физико-химических процессов преобразования полимерных компонентов с
образованием активных радикалов. Дальнейшее преобразование активных продуктов
термодеструкции полимерной цепи приводит к образованию низкотемпературной
физико-химической плазмы (ионизированный водород), которая взаимодействует с
поверхностью обрабатываемого материала и режущего инструмента и вызывает
выделение в зоне резания свободных ионов водорода и атомов углерода,
существенно изменяющих протекание
процесса резания при общем фоне
воздействия на зону контакта основной проводящей технологической среды [1].
Целью проведенного
исследования является определение условий, при которых может быть обеспечен
устойчивый процесс деструкции полимера, вводимого в зону резания, при
ограничении нагрева режущих кромок инструмента
присутствием проводящей технологической среды.
В качестве исходного был принят многолезвийный
инструмент, режущие кромки которого
соприкасаются с заготовкой непродолжительное
время и после резания выходят на холостой ход с интенсивным охлаждением
(фрезерование пазов концевой фрезой).
Сила резания и крутящий момент измерялись
динамометром УДМ 600 с подключенной к нему тензостанцией с USB-выходом, которая
в свою очередь была подключена к ПК-осциллографу
и все изменения энергосиловых показателей фиксировались и обрабатывались с
помощью программного обеспечением для USB-осциллографа IRIS – «IRIS
Waveware».
Исследования проводились на вертикально-фрезерном станке с ЧПУ мод.
FCV-50. Фрезерование паза выполнялось концевой
фрезой (Ø20мм, Р6М5, количество зубьев - 3шт., ГОСТ 17026-71;
материал заготовки – сталь 40Х ГОСТ
4543-71) .
Был выполнен цикл
экспериментов при следующих режимах резания:
1.
подачи
S: 25; 31,5; 40 мм/мин;
2.
частоты
вращения шпинделя n: 270, 315, 450
об/мин;
3.
глубина
резания t=2 мм.
Фрезерование паза
проводилось в различных условиях: без охлаждения; с водой; с водным
раствором ПВА; с добавлением сжиженного
газа (пропан-бутан); с раствором
полиэтилена в унизоре до 10%-ой концентрации. Фрезерование без охлаждения проводилось для
получения базовых показателей.
В
цели и задачи исследования не входило
оценивание изменения качества, структуры и микротвердости поверхностного слоя
участков заготовки, обработанных с применением различных составов СОТС, поэтому изучение шлифов не производилось.
Планирование
многофакторного эксперимента при обработке с разными режимами резания и
различными СОТС выполнялось по методу крутого восхождения, графическая интерпретация
результатов представлена объемными графиками зависимости
энергосиловых параметров от режимов резания при фрезеровании концевой фрезой
(рис. 1, 2).
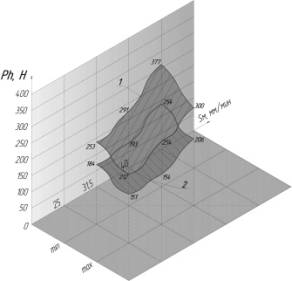
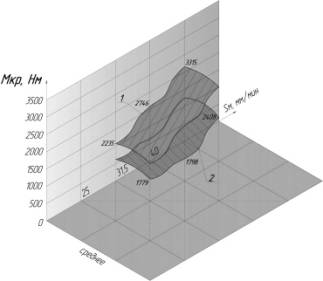
(а) (б)
Рис. 1. Графики зависимости силы резания Ph (а) и
крутящего момента Мкр (б) от режимов
резания при фрезеровании концевой фрезой:
1 – без охлаждения; 2 – с раствором
10%-ой концентрации полиэтилена в унизоре
(а)

(б)
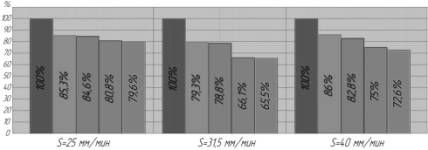
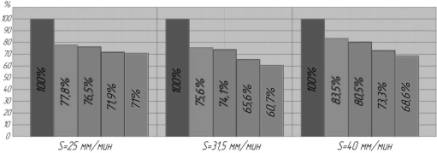
Рис. 2. Диаграммы снижения силы
резания Ph (а) и крутящего момента Мкр (б) в процентном соотношении при
фрезеровании паза.
При фрезеровании паза
концевой фрезой в среднем сила резания Ph уменьшилась на 33% и на 27% - крутящий момент Мкр. Наилучший
эффект от применения полимерсодержащей СОТС наблюдается при подачи S=31,5
мм/мин. За 100% принято фрезерование
паза без охлаждения.
С
теоретической точки зрения, полученные результаты можно объяснить тем, что
эффективность полимерсодержащих СОТС во многом зависит от скорости
высвобождения водорода при деполимеризации высокомолекулярного соединения под
действием температуры и давления возникающих в зоне резания и диффундирования
его в обрабатываемую поверхность; что хорошо согласуется с результатами
экспериментов.
Литература:
1. Сошко А.И., Сошко В.А.,
Макаров С.Н. О механизме влияния полимерсодержащих Смазочно-охлаждающих средств
на процессы механической обработки сталей. УДК 669.14.539.4+621.892 – Вестник
ХНТУ №3(23), 2005 г.