Технические науки/12.
Автоматизированные системы управления на производстве
д.т.н, проф. Богушевський В.С., Сухенко
В.Ю.
Национальный технический университет Украины «Киевский политехнический институт»
Система автоматизации дутьевого режима конвертерной плавки.
Кислородно-конвертерная
плавка отличается сложностью физико-химических процессов, протекает с большой скоростью и при
высокой температуре,
характеризуется многорежимностью функционирования и большой размер-ностью решаемых задач, наличием нестационарных
и взаимнокоррелированных
шумов и помех измерения, имеет существенный дрейф рабочих параметров.
При высоких скоростях
выплавки стали, имеющих место в конвертере, оператор физически не в состоянии
переработать большой объем информации, выбрать наилучший режим и оперативно вмешаться в ход
плавки. При ручном управлении ход продувки часто отклоняется от оптимального.
Прежде всего нарушается процесс шлакообразования, в результате
чего шлак либо свора-чивается, либо вспенивается,
приводя к выносам и выбросам. Зачастую оператор останавливает продувку
преждевременно или с опозданием. В первом случае приходится повторно, иногда по
несколько раз додувать плавку, что снижает производительность конвертера. Передувка
приводит к допол-нительному расходу дорогостоящих материалов, увеличивает
потери железа со шлаком, снижает стойкость футеровки. Только 45...50 % плавок,
а иногда и меньше, выпускают при ручном управлении с первой повалки.
Основными параметрами для
управления процессом являются параметры дутьевого режима (интенсивность подачи
дутья и расстояние сопла фурмы до уровня спокойного металла).
Нами исследовано влияние
этих параметров на себестоимость стали (рис. 1).
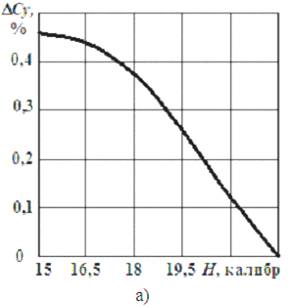
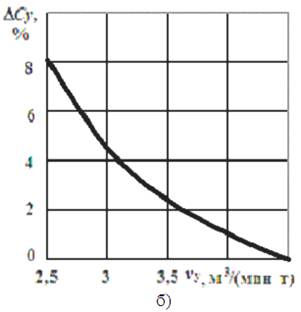
Рисунок
1. Зависимость приращения удельной себестоимости стали DСу от: а) среднеинтегральной
за продувку высоты фурмы над уровнем расплава H; б) удельного на тонну стали расхода
дутья vУ.
Управление плавкой
разделяется на три стадии – статический расчет, контроль динамики продувки и
управление плавкой в замкнутом режиме. Задачей статического расчета является
определение суммарного количества кислорода на плавку и определение необходимой
величины глубины реакционной зоны. Расчет производится по следующим
зависимостям:
V = V0 + 30(mЛ - тЛ0) + 2,9|mЧ -тЧ0|(mЧ - тЧ0) + 190(SiЧ - SiЧ0) - -К1[f1(CM.3)- f1(CM0)] - [f(mИК) - f(mИК0)] + 40(mИ - тИ0) + 130(тШ
- тШ0) + +10(НЗ - Н0) + DV; (1)
v3/H3 = v0/H0 + 0,02(mЛ - mЛ0) - 0,00671(tЧ - tЧ0)
- 1,67(SiЧ - SiЧ0)
+ +0,95(MnЧ - MnЧ0) - 22,3(SЧ - SЧ0) + 0,13(1/CM.3 -1/CM0) + 0,02(tM.3 - tM0) + +1,42(mШ - mШ0),
(2)
где mЛ, mЧ, mИК, mИ, тШ
– соответственно масса на плавку лома, чугуна, из-вестняка, извести, плавикового
шпата, т; SiЧ , MnЧ – содержание кремния и мар-ганца в чугуне, %; CM.3 – заданное содержание углерода в
стале, %; НЗ – задан-ное
среднеинтегральное за продувку расстояние торца фурменного наконечника до
уровня спокойного металла, калибр; К1, К2
- коэффициенты регрессии, уточняемые
периодической коррекцией; v3 - заданный расход кислорода, м3/мин; tЧ - температура
чугуна,°С; tM.3 – заданное значение температуры стали,°С;
0 – значение параметра в образцовой плавке.
В процессе продувки контролируются параметры шлакообразования и
скорость обезуглероживания. Для этого контролируют акустические характеристики
продувки и состав газа, покидающего конвертер. По этим характеристикам
рассчитывают необходимые изменения дутьевого режима в процессе продувки [1].
Входная
информация системы формируется аналоговыми сигналами, поступающими от
датчиков, позиционными - из схем
электроавтоматики, а также по сети от смежных АСУ, локальных систем
автоматического управления (ЛС) и от различных автоматических рабочих мест
(АРМ). Выходная информация поступает на экраны мониторов АРМов, печатающие
устройства (ПЧ), а также по сети поступает как задания в ЛС.
Вся
обрабатываемая информация проходит проверку на достоверность по пределам
сигналов, длительности и возможному порядку следования событий. Основная
технологическая информация вводится в УВК автоматически.
В
состав УВК входят:
- АРМ дистрибуторщиков
- рабочие
станции конвертеров № 1 и № 2, расположенные в главных постах управления;
- АРМ
мастера конвертерного отделения - рабочая станция площадки;
- АРМ
системы управления положением фурмы конвертеров № 1 и № 2;
- сетевой
концентратор - ОРС-сервер.
Система управления конвертерной
плавкой представлена на рис. 2.
Система реализована на
ОАО «Металлургический комбинат „Азовсталь”».
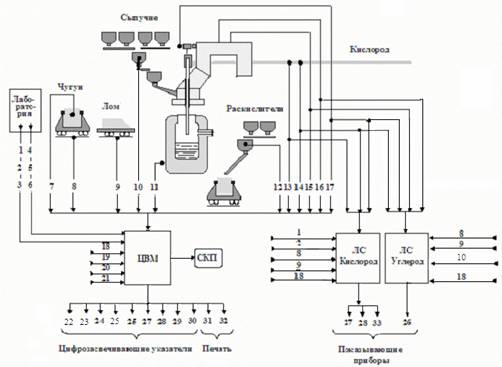
Рисунок 2. АСУ конвертерной плавкой: 1¼3-доля
кремния, марганца и серы в чугуне; 4¼6-доля углерода, марганца и серы в готовом металле; 7-температура; 8–масса
чугуна; 9-лома;
10-сыпучих;
11-температура
металла на повалке; 12-масса раскислителей; 13-давление, 14-расход
кислорода; 15-температура,
16-давление
отходящих газов; 17-положение фурмы; 18-марка
стали; 19-выход
годного; 20-масса
брака; 21-масса
отходов; 22-количество
продутого кислорода; 23-продолжительность продувки; 24-содержание углерода;
рекомендации: масса известняка (25), извести (26), шпата (27), ферросилиция (28),
ферромарганца (29), количества кислорода на плавку (30); 31-протокол
плавки; 32-ТЭП плавки; 33-эффективное
количество кислорода; СКП-мнемосхема процесса; ЦВМ-цифровая
вычислительная машина; ЛС – локальные системы управления.
Литература:
1. Богушевский В.С. Модель управления
конвертерной плавкой // Ав-томатизація виробничих процесів.
–1998.–№ 1/2 (6/7).– С. 106 – 115.
2. Компьютерная
модель расчета шихтовки и продувки конвертерной плавки/ В.С.Богушевский,
Г.Г.Грабовский, В.М.Михайлов, Н.С.Церковницкий, М.Д.Шарбатиан// Сталь. - 2006. - № 1. - С. 18 - 21.