Бабенков
В.А., Кривоносов В.А, Соколов В.В.
СТИ НИТУ
«МИСиС», НИУИФ
ПОВЫШЕНИЕ
ЭФФЕКТИВНОСТИ ОБУЧЕНИЯ ОПЕРАТОРОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРОИЗВОДСТВА
ЭКСТРАКЦИОННОЙ ФОСФОРНОЙ КИСЛОТЫ НА БАЗЕ КОМПЬЮТЕРНОГО ТРЕНАЖЕРА
Технологический процесс (ТП) производства
экстракционной фосфорной кислоты (ЭФК), реализованный на предприятии ООО
«Балаковские минеральные удобрения», заключается в извлечении (экстракции)
фосфорной кислоты из апатитового концентрата путем воздействия на него серной
кислотой с последующим отделением готового продукта от малорастворимого
полугидрата кальция на карусельных вакуум-фильтрах.
Изменяя дозировку апатита, серной кислоты в
первую и вторую емкости экстрактора, пульпы на фильтр, воды на промывку и
продукционной кислоты оператор управляет ТП. Целью управления процессами
экстракции и фильтрации является поддержание регламентных значений следующих характеристик
ТП:
- концентрация
SO3 в жидкой фазе пульпы первой емкости
экстрактора;
- концентрация
Р2O5 в жидкой фазе пульпы первой емкости экстрактора;
- концентрация
SO3 в жидкой фазе пульпы второй емкости
экстрактора;
- отношение массы жидкой фазы пульпы к массе
твердой фазы;
- уровень пульпы в экстракторе;
-температура пульпы.
При этом измерение температуры и уровня пульпы
производится непрерывно, а значения остальных параметров определяются 1 раз в
два часа в результате экспресс-анализа пульпы. Значительные инерционные
свойства процесса экстракции, высокая размерность вектора управляемых
параметров, достаточно большой интервал времени между отбором проб пульпы для
экспресс-анализа существенно осложняют задачу управления. Кроме того, возможно появление
систематических погрешностей в показаниях некоторых расходомеров, наличие
примесей в сырье, остановка процесса для выполнения операций по текущему
обслуживанию и ремонту оборудования. Нарушение технологического регламента, и
даже резкое изменение концентрационного состава пульпы в границах регламента
ведут к потерям сырья, к снижению производительности технологической линии,
что, в конечном счете, снижает эффективность производства. Поэтому к управлению
процессом допускаются только опытные, высококвалифицированные специалисты, подготовка
которых требует значительных временных и материальных затрат.
Опыт работы показал, что весьма эффективным средством
ускорения обучения операторов, повышения уровня их квалификации и степени
готовности к правильному выходу из сложных технологических ситуаций является
программный тренажер, отражающий
динамику технологического объекта без прямой связи с ним. Для создания
тренажера оператора ТП производства ЭФК была построена математическая модель технологического
объекта управления (ТОУ), состоящего из двух последовательно расположенных емкостей
экстрактора и карусельных вакуум–фильтров
(от 1 до 3 в зависимости от нагрузки), работающих параллельно. Построение
модели основано на материальном балансе по основным компонентам пульпы, на
технологическом регламенте производства и имеющимся экспериментальным данным. При
разработке математической модели в ТОУ были выделены основные каналы
вход-выход, используемые для управления процессом. В результате получена
многомерная динамическая модель объекта управления в форме системы разностных
уравнений, на основе которой построена связная система оптимального управления
процессом, обеспечивающая достаточно быстрый монотонный выход параметров ТП в
заданный режим. Работа системы является эталоном для обучаемого персонала.
Программная реализация тренажера оператора ТП
производства ЭФК ООО «Балаковские минеральные удобрения» представляет собой
конфигурацию SCADA-системы Siemens Simatic WinCC v.7.0, функционирующую в среде
ОС Windows.
Тренажер выполняет две основные функции:
- расчет по математической модели переходных
процессов, возникающих в рассматриваемой системе (программная имитация ТП);
- определение оптимальных значений управляющих
воздействий и выдача их обучаемому для сравнения с его действиями.
В процессе обучения все вводимые и вычисляемые
данные накапливаются в оперативной памяти компьютера, а также формируется
«журнал оператора», в котором отражены действия обучаемого и характеристики ТП
в конце каждого часа управления. На основе данных журнала происходит построение
графиков изменения входных и выходных параметров процесса во времени (трендов).
Структурная схема тренажера приведена на рис. 1.
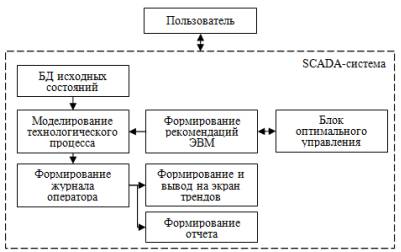
Рис. 1. Структурная схема тренажера
оператора ТП производства ЭФК
Упрощенная схема алгоритма работы тренажера ТП
производства ЭФК представлена на рис. 2.
Процесс обучения не утомителен и носит
состязательный характер, когда обучаемый стремится предугадать оптимальные
управляющие воздействия, рекомендуемые ЭВМ. После обучения операторов на
тренажере существенно уменьшается число нарушений технологического регламента,
и снижаются потери P2O5 при пусках агрегата после
технического обслуживания, благодаря более рациональному выводу ТП в
оптимальный режим. Тренажер позволяет не только проводить первоначальное
обучение оперативного персонала, но и осуществлять периодическую проверку
знаний и навыков операторов, имеющих опыт практической работы.
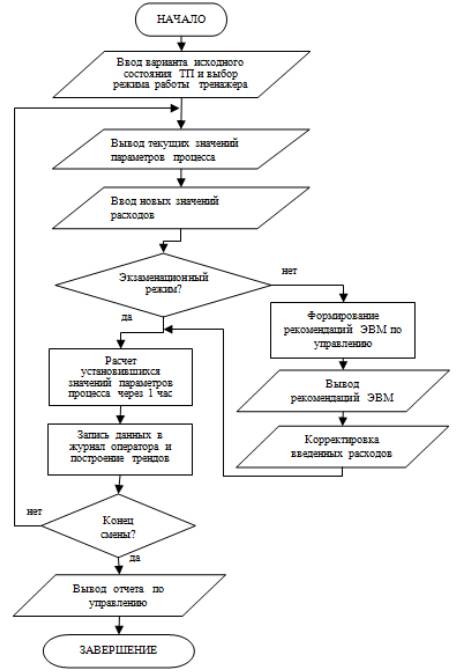
Рис. 2. Алгоритм работы тренажера
Тренажер позволяет не только проводить
первоначальное обучение оперативного персонала, но и осуществлять периодическую
проверку знаний и навыков операторов, имеющих опыт практической работы,
моделировать сложные технологические ситуации и рекомендовать выходы из них.