Экономические науки/9.Экономика промышленности.
Талапбаева Гульнар Едиловна
Қорқыт Ата атындағы Қызылорда мемлекеттік
университеті
«Экономика
және менеджмент» кафедрасының аға оқытушысы,
э.ғ.к
Муханова Асем Бисембаевна
«Экономика» мамандығының 2 курс магистранты
Өнеркәсіп өндірісі кәсіпорында КАНБАН
жүйесін қолданудың тиімділігі
КАНБАН жүйесі
жапон менеджерлерінің тобымен әзірленген. Бұл жүйе
негізінде «Дәл мерзімде» (Justintime) жүйесін пайдаланады –
қажетті өтімді талап етілген мөлшерде, талап етілген мерзімде
жеткізу – өндірісті шұғыл басқару үшін
қызмет атқарады және тек арнайы карточкалардан ғана
емес, көлік құралдарынан, өндірістік кестелерден,
технологиялық және операциялық карточкалардан тұрады.
Бұл әдістегі шығындар – өнімнің
артықтығы, мерзімінен ерте өндіру, ақау, тиімсіз
тасымал, артық қорларды сақтау. КАНБАН жүйесінің
мәні мынадан тұрады, соңғы құрастыру
желісін қоса, кәсіпорынның барлық өндірістік
учаскелеріне кесте бойынша қатаң, өнімнің дәл анықталған
көлемін ырғақты шығару үшін шын мәнінде
қажетті шикізаттың, материалдың, жиынтықтаушы детальдар
мен тетіктердің сол мөлшері жеткізіледі. Нақты
бұйымның белгілі мөлшерін жеткізу жөнінде
бұйрық беру үшін құрал қызметін пластик
конверттегі арнайы карточка түріндегі жүк таңбасы
атқарады. Бұл жерде іріктеу карточкасы пайдаланылады. Іріктеу
карточкасында өңдеудің алдында болып өткен учаскеден
алынуы тиіс детальдар мөлшері көрсетіледі, ал өндірістік
тапсырыс карточкасында алдындағы учаскеде дайындалуы тиіс болатын
детальдардың мөлшері көрсетілген. Бұл карточкалар зауыт
ішінде де, әрі көптеген жеткізуші фирмалар арасында да айналып
жүреді. Олардың құрамында қажетті детальдар
мөлшері туралы ақпарат болады, сөйтіп олар дәл
уақытында жүйесі бойынша өндірітің жұмыс істеуін
қамтамасыз етеді.
КАНБАН
өндірістің әрбір сатысында өндірілген
өнімнің мөлшерін шұғыл реттеуді қамтамасыз
ететін ақпараттық жүйе болып табылады.
Іріктеу карточкасы
құрамында алдыңғы учаскеден түсуі тиіс
бұйымның түрі мен мөлшері болады.
Өндірістік
тапсырыс карточкасы құрамында алдыңғы технологиялық
сатыда дайындалуға тиіс болатын өнімнің түрі мен
мөлшері болады.
Жеткізуші карточкасы
немесе субмердігер карточкасы құрамында: жиынтықтаушы
бұйымдарды жеткізу жөніндегі нұсқаулық болады,
жеткізуші карточкасы іріктеу карточкасының бір түрі болып табылады.
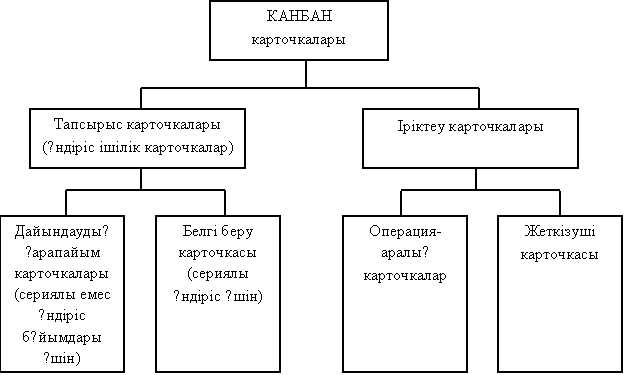
Сурет1
- КАНБАН карточкаларының негізгі түрлері
Белгі беру
карточкасы бұйым партиясын бейнелеу үшін қолданылады.
Мұндай карточка бұйым партиясымен контейнерге бекітіледі. Егер
бекітілген карточкамен белгіленген деңгейге дейін контейнерден детальдар
алынса, оларды толтыруға тапсырыс жұмыс істей бастайды. Белгі беру
карточкалары екі түрлі болады: материалды жіберуге карточка талап ету
және дайындауға карточка-тапсырыс (үш бұрышты формада).
Карточкалардың негізгі түрлерінің жіктемесі 1- суретте
көрсетілген.
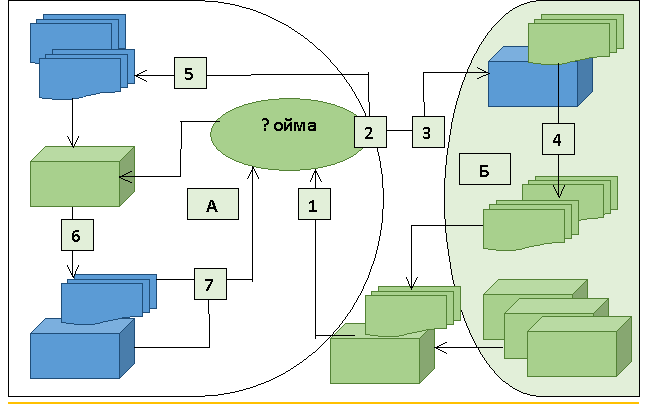
Іріктеу және
тапсырыс беру карточкаларын қолдану 2 - суретте көрсетілген.
1. Автожүктегіш жүргізушісінің А учаскесіндегі
детальдардың жинаулы тұрған жеріне келуі. Іріктеу карточкасы
+ бос контейнерлер. Жол жүрудің белгіленген уақытындағы
тек белгіленген мөлшер.
2. В учаскесінің жүргізушісі жинаулы тұрған жерінен
детальды алып кетеді. Тапсырыс карточкасын шешу алу және оларды тапсырыс
карточкасын жинау пунктіне жөнелту + бос контейнерлерді тиеп жіберу.
3. Өзімен бірге алып келген іріктеу карточкасын контейнерден шешіп
алынған әрбір тапсырыс карточкасы орнына бекіту.
4. Бұйымды өңдеу басталғанда, босатылған
контейнердің іріктеу карточкасы осы учаскенің іріктеу карточкаларын
жинау пунктіне жеткізіледі.
5. А учаскесінде карточкалар қабылдау пунктінен алып кетіледі және
өндіріс карточкаларын жинау пунктінде жүргізуші оларды шешіп
алған ізбен қалдырылады.
6. Детальдарды өндіру осы карточкалар жинақталған
сияқты сол бір ізбен анық жүргізіледі.
7. Дайын бұйымды тапсырыс карточкасымен бірге қоймыға
орналастырады.
Дәстүрлі
(итеретін) амалдың сипаттамасы: детальдарды кестеге сәйкес дайындау
(детальдар дайын болуына қарай алдыңғы операциядан
кейінгісіне түседі). Сүйрейтін жүйе кезекті учаскенің
детальдарды, құрастыру бөліктерін және т.б.
алдыңғы учаскеден келесісіне тапсырыс беруінен және алуынан
тұрады.
КАНБАН ережелері:
1.
Кезекті технологиялық кезең қажетті
бұйымдарды алдыңғысынан нақты белгіленген уақытта
қажетті мөлшерде керекті жеріне тартады:
¨
карточкасыз кез келген орын ауыстыруға тыйым
салынады;
¨
карточка мөлшерінен асып түсетін кез келген
іріктеуге тыйым салынады;
¨
карточкалар саны өнім мөлшеріне сәйкес
келуі тиіс.
А

Алдыңғы А учаскесі Іріктеу
карточкасы
Б
 Кейінгі Б учаскесі
Кейінгі Б учаскесі
Толық контейнер
 Өндірістік тапсырыс
Өндірістік тапсырыс
 карточкасы
карточкасы
Бос контейнер
Сурет 2 - КАНБАН карточкалары түрлерінің
қозғалыстарының кезеңдері
2.
Учаскеде келесі учаскімен “таратылатын” мөлшердегі
өнім шығарылады:
¨
көп мөлшерде шығаруға тыйым
салынады;
¨
дайындаудың бірізділігі карточкалардың келіп
түсуінің бірізділігіне сәйкес келеді.
3. Ақауы бар өнім келесі учаскеге түспеуі тиіс
4. Карточкалар саны мейлінше аз болуы тиіс, өйткені олардың
мөлшері детальдар мен тетіктердің мейлінше көп қорын
көрсетеді.
5.Карточкалар өндірістің сұраныстың
өзгерісіне бейімделуі үшін пайдаланылуы тиіс (ауытқудың
дәл күйіне келуі 10 % дейін).
КАНБАН жүйесі сондай-ақ еңбек өнімділігін
арттыруға әкелетін жетілдірілген жаңалықтарды енгізуге
ықпал етеді.
А. Қолмен істейтін операцияларды жетілдіру.
¨
Тіптен артық (мүлдем керек емес) тұрып
қалулар, екі рет тасымалдау, аралық өнімдерді
қоймаға жинастыру.Мұндай операциялар жойылуы тиіс;
¨
Қосымша құнды арттырмайтын операциялар
– артық, бірақ болмай қоймайтын операциялар (детальдарды
әкелуге бару, құрал-саймандардың орын ауыстырып
қою, жеткізушілерден келіп түскен детальдардың бумасын ашу
және т.б.);
¨
Адам еңбегін пайдалану есебінен қосымша
құнды арттыратын өндірістік операциялар (ақауларды
шығару, аралық құрастыру, жөңдеу
жұмыстары). Бұл операциялар құнды
ұлғайтатын қолмен істеу операцияларының
көлемінің аз ғана бөлігін құрайды.
Осыдан шыға отырып қол еңбегін шығарып тастау
жүйелілігі көрініп тұр.
Б. Жабдықтарды жетілдіру.
“Құн-тиімділік” критерийі. Кез келген жетілдірудің
мақсаты айналысатын жұмысшылар санын қысқарту.
Егер қолмен істеу операцияларына енгізілетін өзгерістер,
тоқтатылатын болса, онда қайта жарақтандыру кезінде ол
мүмкін емес. Алдымен қолмен істеу операцияларын мейлінше жетілдіру
жүргізіледі.
В. Өнертапқыштық ұсыныстар.
Өнертапқыштық ұсыныстар жүйесі
жұмысшылар мен “сапа үйірмелері” деңгейінде жұмыс
істейді – бұл сапаны бақылаудың түрлі әдістері
мен амалдарын зерттейтін жұмысшылардың шағын тобы.
Үйірмеге қатысушыларға оқу ұсынылады.
Тақырыптар анықталады.
Пайдаланылған әдебиеттер
тізімі
1.
Гайдаенко А.А. Логистика: учебник/ А.А.Гайдаенко, О.В.Гайдаенко. – М.: КНОРУС,
2008. – 272 с.
2.
Неруш Ю.М. Логистика: Учебник. М.: ЮНИТИ – ДАНА, 2000.
3.
Саркисов С.В. Управление логистикой: Учеб. пособие. М.: Бизнес – школа «Интел -
Синтез», 2001.
4.
Сергеев В.И. Логистика в бизнесе. М.: ИНФРА – М, 2001.