Клюев С.В., канд. техн. наук, доц., докторант
(Белгородский государственный технологический
университет им. В. Г. Шухова)
ВЫСОКОКАЧЕСТВЕННЫЙ
ФИБРОБЕТОН С РАЗЛИЧНЫМИ ВИДАМИ ФИБР
В настоящее время осуществляется интенсивное строительство зданий и сооружений,
что требует применения бетонов, обладающих высокими эксплуатационными свойствами,
такими, как прочность на сжатие и растяжение, трещиностойкость,
износостойкость, коррозионная стойкость, морозостойкость и т. Для разрешения
данной проблемы были разработаны составы мелкозернистого сталефибробетона на
основе техногенного песка – отсева дробления кварцитопесчаника (отсев дробления
КВП), обогащенного таволжанским песком, и композиционных вяжущих.
Качество техногенных песков, бетонных
смесей и бетонов на их основе зависят от многих факторов, обусловленных
особенностями исходных пород, способами их измельчения и методами обогащения
полученного продукта. При сопоставлении свойств
природных и техногенных песков обращают на себя внимание принципиальные различия этих
материалов. Если первые являются в основном кварцевыми, с округлой формой зерен
и гладкой поверхностью, то вторые имеют существенные различия по составу и
свойствам исходных пород, по угловатой форме зерен и шероховатости их поверхности
(рис. 1).
а б
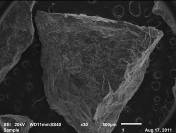
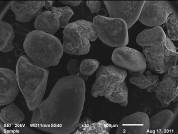
Рис.
1. Зерно:
а – техногенного песка; б –
природного песка
Основные физико-механические свойства заполнителей представлены в табл.
1.
Таблица 1
Физико-механические
характеристики заполнителя
|
Показатель |
Отсев дробления КВП |
Таволжанский песок |
|
Модуль
крупности |
3,50 |
1,38 |
|
Насыпная
плотность, кг/м3 |
1490 |
1448 |
|
Истинная
плотность, кг/м3 |
2710 |
2630 |
|
Пустотность,
% |
47,8 |
44,9 |
|
Водопотребность,
% |
5,5 |
7 |
Основной задачей при получении мелкозернистых бетонов, в том числе дисперсно-армированных, является снижение расхода клинкерной составляющей, так как из-за отсутствия крупного заполнителя идет перерасход цемента. Наиболее существенными факторами снижения содержания цемента в дисперсно-армированных мелкозернистых бетонах являются, уменьшение водопотребности бетонной смеси и повышение активности вяжущего.
Поэтому с этой точки зрения перспективным направлением повышения эффективности таких бетонов считается применение композиционных вяжущих.
В ходе исследования были разработаны вяжущие следующих составов: вяжущее тонкомолотый цемент (ТМЦ-70) получали путем домола до удельной поверхности Sуд=500 м²/кг портландцемента ЦЕМ I 42,5 Н по ГОСТ 31108–2003.
Вяжущее низкой водопотребности (ВНВ-70) получали путем совместного помола до удельной поверхности 500 м²/кг портландцемента ЦЕМ I 42,5 Н, отсева дробления кварцитопесчанника и пластифицирующей добавки СП-1 в оптимальной дозировке.
Были определены основные характеристики разработанных вяжущих (табл. 2). Как видно из результатов исследований, вяжущее ВНВ-70 характеризуется более высокой активностью по сравнению с цементом ЦЕМ I 42,5 Н и ТМЦ-70.
Таблица 2
Физико-механические
характеристики композиционных вяжущих
|
Вяжущего |
Удельная поверхность, м2/кг |
НГ, % |
Начало схватывания, час. |
Конец схватывания, час. |
Активность |
|
|
при изгибе, МПа |
при сжатии, МПа |
|||||
|
ЦЕМ I 42,5Н |
320 |
25,2 |
2,30 |
3,30 |
7,8 |
49,3 |
|
ТМЦ – 70 |
504 |
23,8 |
2,15 |
3,15 |
10,2 |
57,4 |
|
ВНВ-70 |
520 |
22,5 |
1,50 |
2,50 |
11,1 |
68,9 |
Для оценки возможности
применения оптимального вида фибры при производстве высококачественного мелкозернистого
сталефибробетона были разработаны составы, в которых в качестве заполнителя был
применен отсев дробления кварцитопесчаника. Для оптимизации структуры матрицы в
состав бетона был введен таволжанский песок. В качестве вяжущего были применены
ЦЕМ I 42,5 Н, ТМЦ-70 и ВНВ-70.
С целью получения
высококачественных сталефибробетонов в бетонную матрицу было введено три вида
фибры (рис. 2):
– фибра стальная,
волнообразная, длина 30 мм, диаметр 0,8мм;
– фибра стальная,
анкерная, длина 50 мм, диаметр 0,8 мм;
– фибра стальная,
плоская, длина 32 мм, ширина 3,2 мм.
а б
в

Рис. 2. Виды стальной
фибры:
а – плоская фрезерованная; б – анкерная; в –
волновая
Бетонная матрица для
всех типов фибры изготовлялась из одного состава мелкозернистого бетона. Результаты экспериментальных
исследований приведены на рис. 3.
Рис. 3. Зависимость прочностных характеристик от
вида фибр
Анализ рис. 3 показывает, что
сталефибробетон с использованием волновой фибры в качестве армирующего
материала обладает наилучшими прочностными и деформативными характеристиками. Это
объясняется тем, что фибры волновой формы сложнее вытягиваются из композита,
позволяя уменьшить трещинообразование за счет сдерживания образования трещин
еще в начальной стадии и лучшего распределения напряжений в самом бетоне.
Библиографический список
1. Пухаренко Ю.В. Принцип формирования структуры и прогнозирование
прочности фибробетонов // Строительные материалы, оборудование, технологии XXI
века. 2004. № 10. С. 47 – 50.
2. Рабинович Ф.Н. Дисперсно армированные бетоны. М.: Стройиздат, 1989.
174 с.
3. Рабинович Ф.Н. Композиты на основе дисперсно армированных бетонов.
Вопросы теории и проектирования, технологи, конструкции. М.: АСВ, 2004. 560 с.
4. Талантова К.В. Основы создания сталефибробетонных конструкций с
заданными свойствами // Бетон и железобетон. 2003. № 5. С.4 – 8.