Вельмицкая
И.Е., Иноземцева Е.Ю.
Восточноукраинский
национальный университет имени Владимира Даля, Украина
Разработка нечеткой системы
управления автоматическим процессом производства теста
Повышение
эффективности управления является актуальной проблемой в условиях растущей
сложности технологического оборудования, процессов и систем.
Оперирование
расплывчатыми понятиями в теории нечетких множеств максимально приближает
описание объекта управления к обычной человеческой речи, что значительно
облегчает построение модели системы.
Процесс
приготовления теста является одним из основных и наиболее длительным этапом, во
многом предопределяет качество будущего хлеба. К основным операциям, качество
выполнения которых значительно влияет на технологические свойства теста,
относят дозирования сырья и полуфабрикатов, их смешивания и замес, а также
брожения.
Замес
теста - важнейшая технологическая операция, от которой во многом зависит
дальнейший ход технологического процесса и качество хлеба.
Для
замеса теста на предприятиях хлебопекарной промышленности применяют
тестомесильные машины. Процесс замеса заключается в смешивании муки, воды,
дрожжей, соли, сахара-песка, масла и других продуктов в однородную массу,
придании этой массе необходимых физических и механических свойств и насыщении
ее воздухом с целью создания благоприятных условий для брожения.
Дрожжевое
тесто можно приготовить опарным и безопраным способами.
Технология
приготовления опары зависит от сорта муки, ее хлебопекарных свойств, рецептуры
изделия и многих других факторов. При производстве пшеничного хлеба влажность
опары должна быть 47—50%, булочных изделий — 44—46 %, что объясняется различной
нормой влажности теста для этих изделий. Влажность опары снижают при
переработке слабой муки, чтобы задержать дезагрегацию клейковины. Если
клейковина муки короткорвущаяся, влажность опары повышают на 2—3%.
Количество прессованных дрожжей для приготовления опары (по
рецептуре) составляет 0,5—4 %.
Входными (управляющими) переменными замеса теста являются
расходы компонентов (муки, опары, соли, сахара, жира), подаваемых
соответствующими дозаторами. Выходными (управляемыми) переменными могут быть
выход теста, влажность, вязкость, температура, кислотность теста и др. Это
наиболее важные показатели процесса, рекомендуемые технологическими
инструкциями.
Основным
регулируемым параметром данного процесса является поддержание требуемой
влажности теста на выходе из тестомесительной машины. Влажность определяется с
помощью сверхвысокочастотного влагомера. Этот параметр регулируется изменением
расхода подаваемой в аппарат опары с добавками из станции дозирования.
Модель технологического процесса производства теста
приведена на рисунке 1.


Рис.1. Модель технологического процесса производства теста
где x (t) - расход
опары на входе в тестомесильной машине; y (t) - влажность теста (регулируемый
параметр), Y (t) - приведенная влажность теста (безразмерная величина 0 ... 1),
u (t) - управляющий воздействие (0 ... 1), z (t) - изменение подачи опары на
входе в объект.
В
качестве регулятора выступает нечеткий регулятор.
В
качестве входных переменных «error» и «rate» выбрана ошибка системы, между
заданным значением влажности теста (%) и ее фактическим значением и скорость
изменение ошибки.
Для
входной переменной «error» определим 5 треугольных термов (рис. 2): NB -
отрицательно высокая, NS - отрицательно низкая, ZЕ - нулевая, PS -
положительная низкая, PB - положительная высокая.
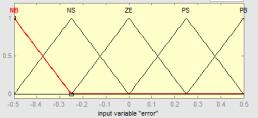
Рис. 2. Входная переменная «error»
Для
входной переменной «rate» определим 3 треугольных термов (рис. 3): N -
отрицательная, Z - нулевая, P – положительная.

Рис. 3. Входная переменная «rate» в редакторе функций
принадлежности
Исходной
переменной «out» является степень открытия клапана, в диапазоне [-1, 1].
Определим
5 треугольных термов (рис. 4): NB - отрицательно высокая, NS - отрицательно
низкая, Zе - нулевая, PS - положительная низкая, PB - положительно высокая.
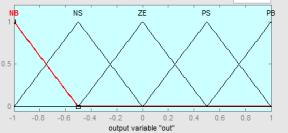
Рис. 4. Выходная переменная «out»
Логика
работы нечеткого регулятора представлена в таблице 1:
Таблица
1
Логика
работе нечеткого регулятора
Рисунок 5 иллюстрирует зависимость выходной переменной
«out» от входных переменных «error» и «rate» на всем интервале.
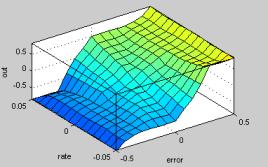
Рис. 5. Поверхность системы нечеткого логического вывода
Таким
образом, на основе изучения технологии и особенностей процесса, разработан
алгоритм системы нечеткого управления процессом производства теста. Автоматизация
технологических процессов является одним из решающих факторов повышения
производительности и улучшения качества производимой продукции, а также ее
себестоимости. Внедрение специальных автоматических устройств способствует
безаварийной работе оборудования, исключает случаи травматизма.
Литература:
1.
Зверева Л.Ф., Немцова З.С.,
Волкова Н.П., Технология и технохимический контроль хлебопекарного
производства: Учебное пособие. – М.: Легкая и пищевая промышленность, 1983.-
416 с.
2.
Гостев В.И. Нечеткие регуляторы в
системах автоматического управления. Киев: Издательство «Радиолюбитель», 2008.
- 972 с.