УДК 666.97.035.56
Колісник О. П., Жеболенко
О. С., Коц І. В., к.т.н.
Вінницький
національний технічний університет, Україна
ДОСЛІДЖЕННЯ РОБОЧОГО ПРОЦЕСУ
ОБРОБКИ БЕТОННИХ ВИРОБІВ У ПРОПАРЮВАЛЬНІЙ КАМЕРІ
З АЕРОДИНАМІЧНИМ НАГРІВАЧЕМ
РОТОРНОГО ТИПУ
Вступ
Однією із найбільш істотних виробничих витрат при реалізації технологічного процесу тепловологісної обробки бетонних виробів є витрати на споживані енергоресурси. Готовність будівельних виробів, їх якість, собівартість продукції залежать, головним чином, від технології виконання процесу теплової обробки будівельних матеріалів і виробів. Виробничий досвід свідчить, що процес теплової обробки займає майже 70 – 80% часу всього циклу виготовлення виробів і є досить енергоємним. На цю стадію припадає близько 80% споживаної енергії [1, 2]. Останнім часом з метою прискорення процесу твердіння будівельних виробів використовують різні добавки. Використання добавок дозволяє виготовляти будівельні вироби без тепловологісної обробки, але залишається ряд спеціальних будівельних виробів, які необхідно обов'язково обробляти при підвищених температурах.
Метою роботи є дослідження процесу тепловологісної обробки бетонних виробів у пропарювальної камері з аеродинамічним нагрівачем роторного типу на основі енергетичних і матеріальних балансів для подальшого вибору раціональних режимів технологічного процесу з меншою витратою енергії.
Основна частина
Основні припущення, початкові та граничні умови
Бетонні вироби відносяться до капілярно-пористих матеріалів. Процеси тепло-масообміну, що в них відбуваються детально викладені в ряді відомих робіт [1 – 3]. На формування бетонних виробів впливають такі фактори [2]: тепломасообмін між виробом і пароповітряної сумішшю, формами виробів; тепловиділення при гідратації цементу.
У роботах [4 – 8] нами були розглянуті існуючі технології тепловологісної обробки будівельних виробів і матеріалів. Конструктивне виконання існуючого обладнання потребує великих витрат на допоміжне обладнання (котельня та комунікації). Беручи до уваги великі витрати на допоміжне устаткування для забезпечення тепловою енергією пропарювальної камери, доцільно замінити котельню та комунікації на джерело пароутворення безпосередньо в пропарювальній камері. Як альтернатива розглянутим технологіям авторами була запропонована технологія аеродинамічного нагріву [6, 8], згідно якої, основне теплогенеруюче обладнання – аеродинамічний нагрівач роторного типу здійснює безперервну рециркуляцію повітряного потоку і в результаті аеродинамічних втрат в ньому відбувається постійний нагрів повітряного середовища в замкнутому просторі теплоізольованої робочої камери. На рисунку представлена схема взаємодії теплових потоків в пропарювальній камері з аеродинамічним нагрівачем роторного типу. Пароповітряне середовище утворюється в робочому просторі пропарювальної камери в результаті аеродинамічного нагріву повітря, що знаходиться в об'ємі робочої камери і розпорошених в ній крапель води, яка дозовано подається через форсунки. Потік гарячого вологого повітря при рециркуляції передає тепло корпусу камери, формам виробів і рівномірно розігріває вироби.
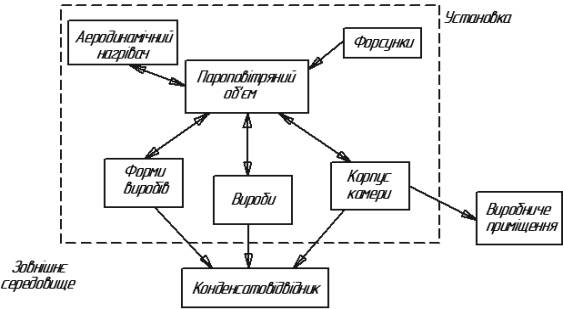
Рисунок – Схема взаємодії теплових потоків в
пропарювальній камері
Пароповітряне середовище може нагрівати або охолоджувати поверхню форм і бетонних виробів, залежно від різниці температур між пароповітряним середовищем камери і дотичними поверхнями [2]. Таким чином відбувається взаємодія між пароповітряним середовищем і поверхнею виробів.
Вільна волога, яка міститься в бетоні, випаровується з поверхні бетонних виробів або конденсується на їх відкритій поверхні, залежно від параметрів пароповітряного середовища і температури відкритої поверхні виробів (взаємодія між пароповітряним середовищем та виробами) [3, 9].
На підставі прийнятих припущень запишемо початкові та граничні умови для періодів технологічного процесу тепловологісної обробки бетонних виробів у пропарювальній камері з використанням аеродинамічного нагріву (таблиця 1).
Енергетичний та матеріальний баланс пароповітряної суміші
З початком ТВО тиск у пропарювальної камері рк буде дорівнює атмосферному і складатиметься з суми парціального тиску водяної пари рп і парціального тиску повітря рв, тобто тиску пароповітряної середовища рпвс:
рк = рпвс = рп + рв , (1)
Відповідно до рівняння Клапейрона-Менделєєва [9], визначимо величини парціальних тисків для повітря і водяної пари
 , (2)
, (2)
 , (3)
, (3)
де ![]() ,
, ![]() – маса,
відповідно, пари і повітря в робочому просторі пропарювальної камери, кг;
– маса,
відповідно, пари і повітря в робочому просторі пропарювальної камери, кг;
![]() – об'єм робочого простору пропарювальної камери, м3;
– об'єм робочого простору пропарювальної камери, м3;
![]() – температура пароповітряної суміші в робочому просторі
пропарювальної камери, 0С;
– температура пароповітряної суміші в робочому просторі
пропарювальної камери, 0С;
Rп, Rв – газова стала,
відповідно, для пари та повітря, Дж/кг·К.
Таблиця 1 – Початкові та граничні умови для періодів ТП ТВО в ПК с АНРТ
|
ПЕРІОДИ ТП ТВО |
ПАРАМЕТР |
ПОЧАТКОВІ УМОВИ |
ГРАНИЧНІ УМОВИ |
|
Підйом температури ( процес ізохорний ) |
температура |
tК = tпом = 20 °С |
20°С < tК < 80°С |
|
вологість |
jК = jпом =
40 – 60 % |
40 – 60 % < jК < 90 – 100 % |
|
|
тиск |
рК = рпом = 105
Па |
105 Па < рК < рпвс |
|
|
тривалість ТВО |
t =
0 год. |
0 год. < t < 3 год. |
|
|
Витримка ( процес ізотермічний ) |
температура |
tК = 80 °С |
tК = 80°С |
|
вологість |
jК = jпом =
90 – 100 % |
jК =
90 – 100 % |
|
|
тиск |
рК = рпвс, Па |
рК = рпвс |
|
|
тривалість ТВО |
t =
3 год. |
3 год. < t < 9 год. |
|
|
Охолодження ( процес ізохорний ) |
температура |
tК = 80 °С |
80°С > tК ³ 40°С |
|
вологість |
jК = jпом =
90 – 100 % |
90 – 100 % > jК ³ 40 – 60 % |
|
|
тиск |
рК = рпвс, Па |
рК ³ рпом |
|
|
тривалість ТВО |
t =
9 год. |
9 год. > t ³ 12 год. |
Враховуючи прийняті початкові і граничні умови, визначаємо тиск пароповітряної суміші в робочому просторі пропарювальної камери при ізохорному процесі, згідно [9]:
![]() , (4)
, (4)
 , (5)
, (5)
 , (6)
, (6)
де ![]() ,
, ![]() – парціальний
тиск, відповідно, сухого повітря і водяної пари в повітрі приміщення, Па.
– парціальний
тиск, відповідно, сухого повітря і водяної пари в повітрі приміщення, Па.
 . (7)
. (7)
Масу водяної пари і сухого повітря в даному об'ємі пароповітряної суміші, згідно рівняння Клапейрона-Менделєєва, знайдемо з наступних залежностей:
 , (8)
, (8)
 . (9)
. (9)
Пара, потрапляючи на більш холодну поверхню, конденсується. На поверхні утворюється плівка конденсату товщиною δ, поверхня при цьому нагрівається і її температура збільшується до величини температури пароповітряного середовища. Запишемо, в загальному вигляді, рівняння матеріального балансу пароповітряної суміші в пропарювальній камері з аеродинамічним нагрівачем роторного типу:
![]() , (10)
, (10)
де тпвс – маса пароповітряної суміші в робочому просторі пропарювальної камери, кг.
Підставивши 8 і 9 в 10 і після перетворень рівняння матеріального балансу буде мати наступний вигляд:
 . (11)
. (11)
Рішення системи рівнянь (1 – 11) надає можливість визначення величин тиску і вологості пароповітряної суміші, а також дозволить, за підтримки автоматизованої системи управління, забезпечити досягнення необхідної вологості пароповітряної суміші, відповідної до технологічного регламенту, на кожному етапі технологічного процесу тепловологісної обробки бетонних виробів у пропарювальній камері з використанням аеродинамічного нагрівача роторного типу.
Висновок
Розглянуто основні закономірності технологічного процесу тепловологісної обробки бетонних виробів у пропарювальної камері з аеродинамічним нагрівачем роторного типу. На підставі прийнятих початкових і граничних умов для періодів технологічного процесу тепловологісної обробки складено матеріальний баланс пароповітряної суміші в пропарювальній камері. Згідно запропонованої математичної моделі можна досліджувати співвідношення та взаємозв'язки між основними параметрами і характеристиками пароповітряної суміші та здійснити вибір найбільш раціонального режиму роботи теплогенеруючого обладнання, що забезпечуватиме підтримання оптимальної вологості у відповідності з технологічним регламентом, на кожному етапі технологічного процесу тепловологісної обробки бетонних виробів. Використання запропонованої методики дозволить здійснювати вибір раціональних параметрів і характеристик пропарювальних камер з аеродинамічним нагрівачем роторного типу для тепловологісної обробки бетонних виробів при їх проектуванні.
Перелік літератури
1.
Романюк В. Н. Основы эффективного энергоиспользования на
производственных предприятиях дорожной отрасли / Романюк В. Н., Радкевич
В. Н., Ковалев Я. Н. // Минск, 2001. –
287с.
2.
Электронная библиотека: Общие вопросы бетона [Електронний ресурс]: – Режим доступа: http://www.hydrobeton.ru.
3.
Баженов Ю. М. Технология бетона [Електронний
ресурс]: [Учеб. пособие для технол. спец. строит. вузов. 2-е изд., перераб.] /
Баженов Ю. М. – М.: Высш. шк., 1987. - 415 с. Режим доступу: http://www.twirpx.com/file/65050/.
5.
Колісник О. П.
Перспективи використання автоклавної обробки будівельних виробів. //
Науково-технічний збірник “Сучасні
технології, матеріали і конструкції в будівництві” – 2007. – № 4. – С. 75 – 78.
6.
Колісник О. П.
Процеси тепломасобміну при тепловій обробці бетонних виробів / Колісник О. П.
// Вісник Національного технічного університету «Харківський політехнічний
інститут». – 2008. - №38 – С. 82 – 87.
7.
Патент 40453, МПК
С04В 40/00. Пропарювальна камера/ Колісник О. П., Коц І. В.
– № u200812905; Заявлено 05.11.2008; Опубл. 10.04.2009, Бюл. № 7.
9.
Марьямов Н. Б.
Тепловая обработка изделий на заводах сборного железобетона /
Марьямов Н. Б. – М.:Стройиздат, 1970. – 272 с.