Технічні науки/ 8.Обробка матеріалів в машинобудуванні
Косіюк М.М., Поліченко Ю.С.
Хмельницький національний університет, Україна.
Підвищення
експлуатаційної стійкості деталей машин
деформаційним
плакуванням гнучким інструментом
Технологічне
забезпечення експлуатаційної стійкості
поверхонь деталей машин є актуальним питанням. В останні роки
інтенсивний розвиток отримали різні комбіновані способи поверхневого зміцнення,
що поєднують переваги процесів поверхневого пластичного деформування з
нанесенням покриттів різного функціонального призначення. З них помітно
виділяється спосіб деформаційного плакування, який полягає в нанесенні на
поверхню оброблювальних виробів тонкого шару матеріалу-донора термомеханічним
способом дротяною дисковою щіткою. Як матеріал покриття застосовуються алюміній, мідь, цинк, олово, фторопласт та інші матеріали. При цьому
товщина плакуючого шару може складати від десятих часток міліметра до декількох
міліметрів (рис.1) [1].
Рисунок
1 - Схема процесу
нанесення покриття методом деформаційного
плакування гнучким інструментом
Технологічний
процес екологічно чистий, простий за виконанням. Зарекомендував себе, як ефективний метод
підвищення довговічності деталей машин. Однією із головних перешкод для
широкого розповсюдження даного способу плакування є низька стійкість самого
інструменту, нерівномірність та порушення суцільності нанесеного шару [2].
Метою роботи є проведення досліджень для подальшого
розвитку та удосконалення технології підвищення експлуатаційної стійкості
деталей машин деформаційним плакуванням дротяним інструментом і розробка нових технічних засобів для її реалізації.
В умовах сучасного
розвитку комп'ютерних систем і технологій, застосування методу скінчених
елементів (МСЕ) і комп'ютерних програм на основі МСЕ дозволяють за порівняно невеликий час провести повний
аналіз і розрахунки енергосилових параметрів, створити якісну картину явищ, що
відбуваються в осередку деформації без проведення багаточисельних експериментів
Для вирішення постановленої задачі автори використали програмний комплекс
світового рівня - Abaqus. [3].
Розроблена методика комп’ютерного
моделювання, яка дає можливість відстежувати процес плакування поверхневого
шару металевих поверхонь в потрібний момент часу. Отримані закономірності
дозволяють ефективно використовувати отриману модель при проектуванні дротяного
інструменту і технологічного обладнання для плакування металевих поверхонь деталей
машин. Встановлено, що на стійкість гнучкого інструменту суттєво впливають
параметри процесу плакування, оскільки їх нераціональний вибір призводить до
втомного руйнування ворсу. Це призводить до зміни товщини формованого покриття,
що серйозно позначається на експлуатаційних властивостях оброблених виробів і
знижує економічну ефективність методу в цілому. Вибір же правильних параметрів
дозволяє використовувати дротяний інструмент найбільш ефективно.
На основі проведених досліджень авторами
розроблені рекомендації для вдосконалення технології деформаційного плакування гнучким інструментом. Запропоновано
технологічне устаткування і дротяний інструмент, що забезпечує нанесення на поверхню деталі рівномірний шар
покриття без порушення його суцільності. На рисунку 2 представлений один із конструктивних
варіантів дротяного інструменту з ущільнюючими роликами. На периферії щітки розміщені ущільнюючі елементи,
виконані у вигляді підпружинених у радіальному напрямку роликів, які розміщені
на осях, паралельних осі обертання інструменту. При поступовому зношенні
дротяного ворсу діаметр виступу роликів регулюється спеціальним механізмом.
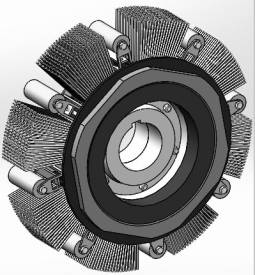
Рисунок.
2 – Дротяний інструмент з ущільнюючими роликами
Деформаційне
плакування зарекомендувало себе як ефективний метод підвищення довговічності
деталей машин, не
вимагає попередньої підготовки поверхні
і реалізується за допомогою спеціального
технологічного спорядження на серійних металообробних верстатах.
Технологія
дозволяє наносити одношарові,
багатошарові і змішані покриття на зовнішні поверхні виробу
плоскої і круглої форми. Покриття,
нанесені на вироби, мають широкий
спектр властивостей: зносостійкі, антикорозійні, антифрикційні
тощо.
Література:
1. Анцупов В.П. Теория и практика
плакирования изделий гибким инструментом. Магнитогорск: МГТУ им. Г.И. Носова,
1999. 241 с.
2. Зотов А.В. Методика расчета
геометрических и силовых параметров зоны контакта при плакировании изделий
гибким инструментом // Вектор науки Тольяттинского государственного
университета. 2012. № 3. С. 85-88.