Секция технические науки, подсекция 3
Разработал Яворский В. В.
УО
«Полоцкий государственный университет»
Эффективность восстановления деталей
способом газопламенного напыления.
В наше время все чаще можно
слышать о том, что необходимо переходить от восстановления изношенных деталей к
их замене на новые. В некоторых случаях это оправдано, однако, очевидно, что
при отсутствии запасных частей восстановление деталей является вынужденной
мерой. Более того, восстановление и упрочнение деталей экономически целесообразны,
так как являются основой ресурсо- и энергосбережения в народном хозяйстве.
Данное утверждение легко
подтверждается на практике. На любом предприятии, независимо от его величины и
вида выпускаемой продукции, существуют ремонтные производства, которые частично
или полностью обслуживают основные фонды предприятия.
На сегодняшний день для
восстановления и упрочнения деталей используются различные методы наплавки,
газотермические методы нанесения покрытий, электрохимические,
электронно-лучевые, ионные, лазерные, ионно-плазменные и др. Выберем один из
них и на конкретном примере рассмотрим его эффективность.
Газопламенное напыление
(ГПН) источником тепловой энергии является газовое пламя,
образующееся в результате горения смеси кислород - горючий газ (ацетилен, пропан-бутан,
природный газ и др.). Напыляемый материал подается в высокотемпературную зону
пламени в виде порошка, гибкого шнура, проволоки, нагревается в факеле до
плавления или высокопластичного состояния (в случае напыления тугоплавких порошков)
и переносится на поверхность детали, формируя покрытие.
Напыляемый материал подают
через центральный канал соплового наконечника термораспылительного пистолета.
Попадая в кольцевое пламя, материал расплавляется и распыляется потоком сжатого
газа (азота, воздуха), истекающего концентрично сопловому наконечнику.
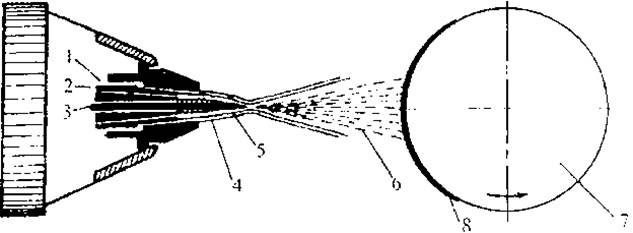
Рис.1 Схема процесса газопламенного
распыления
проволочных материалов: 1 - воздух; 2 -
горючая смесь; 3 - проволока; 4 - факел пламени;
5 - воздушный поток; 6 - поток
частиц; 7 - деталь; 8 - покрытие
Одной из установок для
газопламенного проволочного напыления, наиболее полно отвечающей всем
требованиям технического и экономического характера, является установка для
напыления проволочных материалов «ТЕРКО», разработанная в ИНДМАШ НАН Беларуси.
В комплект установки входят: термораспылительный пистолет, малогабаритный блок
управления подачей рабочих газов, блок управления электроприводом подачи проволоки,
распылительные головки для работы на различных горючих газах (ацетилене или
пропан-бутане).
Существенное влияние на
качество покрытий оказывает конструкция распылительной головки пистолета
«ТЕРКО», которая обеспечивает эффективный теплообмен между пламенем и
напыляемым материалом, а также качественное смешение рабочих газов.
Как показали исследования,
основное влияние на плотность покрытий и прочность сцепления с основой
оказывают степень динамической активации частиц распыленной проволоки, их
температура и размер (дисперсность распыления).
Наибольшее влияние на скорость
полета частиц распыленной проволоки и их размер оказывает расход воздуха.
Максимальное увеличение значений скорости полета частиц наблюдается с
повышением расхода распыляющего воздуха от 0,20 до 0,36 м3/мин, при
этом увеличивается и количество мелких фракций, обусловливающее плотность
наносимых покрытий. Однако с ростом количества мелких и ультрамелких частиц
наблюдается снижение коэффициента использования напыляемого материала (при
наличии 80 % частиц размером менее 10 мкм коэффициент использования материала
снижается до 55 %). Величина максимальной скорости полета частиц обратно
пропорциональна удельной массе материала проволоки.
Описанный выше способ напыления
получил довольно широкое применение на ремонтных производствах. Он очень хорош
для восстановления тел вращения (валы, сферические поверхности). На ЗАО
«Нафтан» способом газопламенного напыления успешно восстанавливают элементы
запорной арматуры. Например, для восстановления опоры шарового крана PN16-40 донным способом необходимо выполнить
следующие операции: точение, наплавка, точение, шлифование, полирование. Время,
затраченное на восстановление этой детали, составляет примерно 8 часов. Если же
рассматривать с экономической точки зрения, то стоимость восстановленной детали
составляет 10% от стоимости новой детали от завода- производителя.
Подобных примеров,
подтверждающих актуальность и необходимость восстановления деталей,
предостаточно. Поэтому необходимо усовершенствовать старые способы
восстановления и разрабатывать новые (производительнее, экономичнее).