Технические науки / 3. Отраслевое машиностроение
К.т.н. Скрипник О.В., к.т.н. Свяцький В.В.
Кіровоградський національний технічний університет
Штампування деталей тиском вибухової
хвилі
На практиці
широко використовуються високоенергетичні імпульсні способи формоутворення елементів конструкцій тиском ударної хвилі
(вибухове штампування) в найрізноманітних процесах обробки тиском:
витяжці, листовому формуванні, формозміні трубчастих заготовок, об’ємному
штампуванні тощо [1 – 3]. У суднобудуванні, де випускаються вироби із
силовими установками на базі газотурбінних двигунів, імпульсна технологія при
виготовленні листових деталей газового тракту і елементів з’єднання
трубопроводів різних систем є безальтернативною.
Перевагами
вибухового штампування є: висока економічна ефективність у результаті зниження
капітальних витрат та скорочення термінів і вартості підготовки виробництва;
можливість штампування деталей з високоміцних і жароміцних сплавів; отримання
великогабаритних деталей малими серіями, для виготовлення яких використання
пресів і штампів стає технічно неможливим і економічно недоцільним.
Проте такому
способу отримання деталей притаманні і недоліки: підвищена небезпека
використання бризантних вибухових пристроїв; вибухові речовини підвищеної
потужності (гексоген, тротил, пластид та інші) через їхню високу чутливість до
зовнішніх впливів необхідно змішувати із флегматизаторами; форма заряду
визначається конфігурацією деталі, яка штампується, а також типом
передавального середовища; при цьому для отримання якісних великогабаритних
виробів необхідно в резервуарі розміщувати одночасно декілька вибухових
зарядів; необхідність використання захисту резервуарів від дії ударної хвилі
вибуху заряду; ушкодження потужними сейсмічними хвилями споруд, які розташовані
поруч із резервуаром.
Запропоновано
спосіб вибухового штампування з метою підвищення безпеки та збільшення
економічної ефективності технологічного процесу за рахунок використання замість
чутливих до зовнішніх впливів бризантних вибухових речовин стабільних газових
компонентів, відмовою від одночасного використання декількох вибухових зарядів
для отримання якісних великогабаритних виробів, застосування більш простого
технологічного обладнання.
Зазначений спосіб
вибухового штампування деталей реалізується таким чином (рис. 1). Виготовляється
матриця за формою виробу, на неї накладається заготовка і укладається в
спеціальну камеру; над матрицею і заготовкою розміщують детонатор. Спеціальну
камеру герметизують і вакуумують.
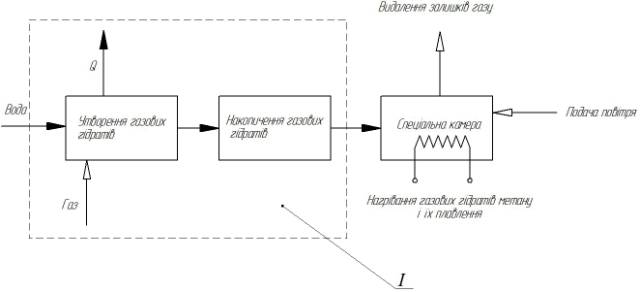
I – процеси утворення, накопичення газових
гідратів метану
протікають в одному пристрої – реакторі
Рисунок 1 – Спосіб
штампування деталей тиском вибухової хвилі
В реакторі
приводять в контакт метан і воду (1 м3 Н2О у
співвідношенні до 141,5 м3 СН4) під тиском р від 0,1 МПа до 65,4 МПа і
температурі Т від 273,1 К до
301,6 К, утворюють газогідрати із відведенням теплоти гідратоутворення Q.
Утворені
газові гідрати накопичують в реакторі до наперед визначеної кількості, після
чого суміш, яка складається із гідратів метану і води (СН4×6Н2О – від 40 %
до 60 % і Н2О – від 60 % до 40 %) направляють в
спеціальну камеру, в якій відбувається їх підігрів та плавлення при температурі
T від 278 К до 303 К з
вивільненням води та газоподібного метану.
Утворений
газоподібний метан змішують з повітрям, яке подається у спеціальну камеру у
оптимальній пропорції (СН4 – 10 %, повітря – 90 %) з
утворенням вибухової суміші. Під дією детонатора утворена суміш вибухає.
Енергія ударної хвилі рівномірно передається через передавальне середовище і,
діючи на заготовку, деформує її, надаючи форму матриці.
Залишки
газової суміші видаляють з камери або в атмосферу, після чого виймають готовий
виріб із спеціальної камери. Цикл повторюють.
Таким чином,
при здійсненні запропонованого способу вибухового штампування виробів значно
підвищується безпека технологічного процесу за рахунок заміни достатньо
чутливих до зовнішніх впливів бризантних вибухових речовин стабільними газовими
компонентами, а також через відмову від одночасного використання декілька
вибухових зарядів для отримання якісних великогабаритних виробів, зменшується
собівартість виробів за рахунок скорочення капітальних витрат на установку.
Література
1. Штамповка взрывом.
Основы теории / Под ред. М. А. Анучина. – М.: Машиностроение, 1972. –
152 с.
2. Крупин А.В.,
Соловьев В.Я. и др. Обработка металлов взрывом. – М.: Металлургия, 1991. – 495
с.
3. Металлы и сплавы.
Справочник / Под редакцией Ю.П. Солнцева. – СПб.:
НПО Профессионал, НПО Мир и семья, 2003. – 1066 с.