Малафеев
Ю.М., Кобзаренко Д.А., Карпушевский Б.
ЭКСПЕРИМЕНТАЛЬНЫЙ СТЕНД ДЛЯ ИСПЫТАНИЙ КОМБИНИРОВАННОГО ИНСТРУМЕНТА
Цель создания комбинированного
инструмента - возможность за одну операцию полностью реализовать черновую и финишную
обработку плоской поверхности. Для этого необходимо проведение предварительных
испытаний предложенного комбинированного инструмента на опытном стенде, который
был создан на базе фрезерного обрабатывающего центра DMU 60L DECKEL MAHO с
числовым программным управлением (рис.1).
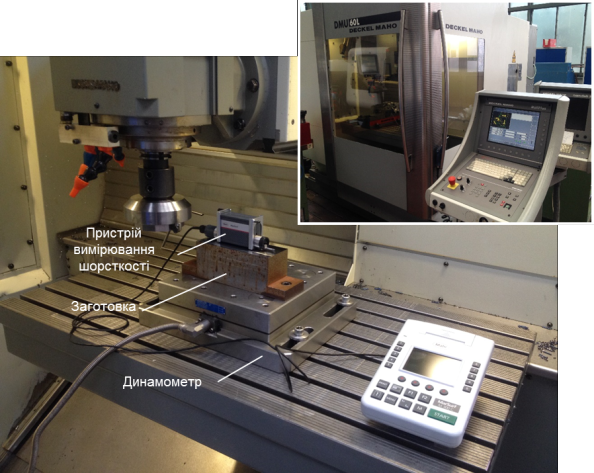
Рис. 1. Стенд для исследований
В нашем случае такие эксперименты необходимы для:
определения оптимальных технических характеристик исследуемого комбинированного
инструмента; достижения необходимой размерной точности; повышения качества формируемой
плоской поверхности при последовательном фрезеровании и шлифовании.
В процессе шлифования после предварительного
фрезерования поверхности шлифовальными элементами происходит срезание вершин
выступлений неровностей профиля. Наглядность улучшения поверхности шлифованием после
фрезерования показывается с помощью сверхточного профилометра для прецизионного
и нормированного измерения шероховатости поверхности MARSURF M 300 C (рис.1).
Он устанавливается на обработанной поверхности заготовки и представляет собой
подвижную систему измерения с фильтром высоких частот. То есть мы получаем
только шероховатость, отсеивая волнистость поверхности. Диапазон измерения
составляет 5,6 мм (11200 точек измерения), на котором измерительной головкой
радиусом 2 мкм измеряется шероховатость [1].
Для фиксации процессов, происходящих во время
обработки и их использование для дальнейшего совершенствования комбинированного
инструмента, необходимо измерять величину силы давления шлифовальных элементов
на обрабатываемую поверхность. Для этого был установлен динамометр Typ 9255B
фирмы Kistler [2]. Его технические характеристики приведены в таблице 1.
Таблица 1.
Технические характеристики динамометра
[2]
|
Область
измерения Fx, Fy |
–30
... 30 кН |
|
Область
измерения Fz |
–10
... 60 кН |
|
Калиброванная
область измерения Fx, Fy |
0 ...30 кН; 0 ... 3 кН |
|
Калиброванная
область измерения Fz |
0
... 60 кН; 0 ... 6 кН |
|
Закрепление |
Вертикальное |
|
Рекомендуемая
температура измерений |
–20
... 70 °C |
|
Вес |
52
кг |
С целью проведения сравнительного анализа точностных
характеристик и определения качества получаемой поверхности предлагаемым
инструментом необходимо проведение ряда исследований. Поэтому был принят
следующий порядок проведения экспериментов:
1. Раздельное фрезерования поверхности сменными
режущими пластинами, установленными в торцевой головке.
2. Измерение шероховатости после предварительного
фрезерования поверхности на профилометре MARSURF M 300 C.
3. Замена фрезерных элементов в головке на
шлифовальные, определение и установка необходимых поправок по высоте на станке.
4. Проведение процесса шлифования на заданной
глубине и замер сил при шлифовании с помощью динамометра Typ 9255B.
5. Замер шероховатости поверхности после
шлифования на профилометре.
6. Обработка полученных результатов проведенных
экспериментов, их оценка и выводы.
7. Принятие решения для реализации
фрезерно-шлифовальной обработки одним комбинированным инструментом.
Литература:
1. Прибор
для измерения шероховатости MARSURF M 300 C MOBILES RAUHEITSMESSGERÄT
/ MAHR / Режим доступа:
http://www.mahr.de/de/Leistungen/Fertigungsmesstechnik/Produkte/MarSurf---Mobile-Rauheitsmessger%C3%A4te/MarSurf-M-300-C---Mobiles-Rauheitsmessger%C3%A4t/.
2. Динамометр
/ Kistler Instrument Corp / Режим доступа: