Малафєєв Ю. М., Кобзаренко Д.А., Еммєр Т.
ОСОБЛИВОСТІ ОБРОБКИ ПОВЕРХОНЬ ДВИГУНІВ ВНУТРІШНЬОГО ЗГОРЯННЯ
Двигун внутрішнього згоряння відіграє значну роль в
машинобудуванні. Без моторів неможливо уявити вантажівки, персональні
автомобілі, морський та повітряний транспорт. Але і сьогодні ДВЗ мають ряд
проблем, які зменшують їх життєвий цикл. ДВЗ складається з трьох масивних
частин: блок циліндрів, головка блоку циліндрів та масляна ванна (см. рис.1).
В машинобудуванні не існує ідеального контакту між
деталями, тому що завжди має місце відхилення. У випадку ДВЗ відхилення від
площинності грає визначну роль. Підвищені вимоги останніх років [1,
2] вимагають виконання відхилення від площинності в
межах до 0.05 мм на всю контактну площину блоку циліндрів. Це означає, що
відхилення площинності між блоком циліндрів і головкою блоку циліндрів складає
100 мкм. Таке відхилення призводить до втрати тиску та масла в камері згорання.
Тому між цими елементами встановлюється прокладка блоку циліндрів, яка після
пластичного деформування мінімізує відхилення [3].
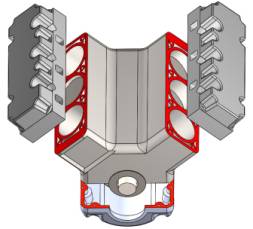
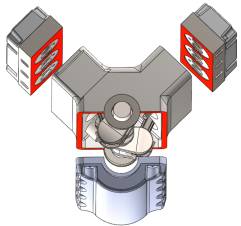
Рис. 1. Важливі контактні поверхні ДВЗ
Всі 3 елементи зкріплюються за допомогою гвинтів. Сили затиску повинні бути однакові, тому в складальних цехах
застосовують тільки електричні пристрої затиску. З рис. 1 можна побачити розподілення затискних сил на
високий та низький затиск. В областях низького затиску зазвичай спостерігається
підвищена загроза пошкодження прокладки, яка зображена на рис. 2.

Рис. 2. Пошкодження прокладки блоку циліндрів [4]
Для обробки контактних поверхонь, які зображені на рис.
1 використовуються, так звані, касетні фрези, які характеризуються складною
геометрією складових та великим числом зубів. Фрези з замінними ріжучими
пластинами отримали сьогодні широке застосування в промисловості. Ріжучі
пластини мають більше ніж одну ріжучу кромку, що призводить до підвищення сроку
служби інструменту в цілому. Ці пластини зазвичай закріплюються в корпусі фрези,
що зменшує час її зміни. Пластини виготовлюються зазвичай із твердого сплаву,
полікристалічного алмазу або кубічного нітриду бору та напиляються шаром
титанкарбіду чи титаннітриду [5], [6], [7].
Ринок пропонує великий спектр торцевих фрез для
обробки блоку циліндрів. За
отриманою інформацією зрозуміло, що конструкція інструменту залишається типовою торцевою
фрезою. Вартість цих фрез дуже висока через складну форму
і труднощі їх виготовлення. Тому основною ідеєю
пропонуємого дослидження є комбінація методу торцевого фрезерування та
шліфування. З цією метою необхідно грунтовно проаналізувати процес шліфування на низьких
швидкостях і встановити чи це взагалі можливо.
Використання новітніх центрів обробки робить можливим
застосування комбінованих інструментів. Ціль - за один робочий прохід, одним
інструментом реалізувати основний зйом
металу і фінішну обробку. Одна з
можливостей такої комбінації полягає у комбінуванні торцевого фрезерування та
шліфування, принцип якого зображений на рис. 3.
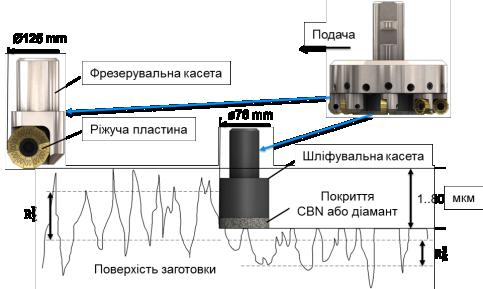
Рис. 3. Концепт
фрезерувально-шліфувальної обробки
Так
як фрезерування проводиться із значно меншою швидкістю різання у порівнянні з
звичними видами шліфування, потрібно провести порівняльні практичні дослідження
з низькими швидкостями шліфування.
Для дослідів доцільно обробляти матеріали, які
найбільш часто застосовуються в
машинобудуванні: алюміній, чавун, сталь.
Література:
1. Guranti "Noch ganz dicht?"// Krafthand, 2012 (8),
Seite 16–20.
2. Motomobil Info
Montagehinweise: [каталог], Raffner
[2009]
3. Zylinderkopfschrauben
Praxisinfo Nr2: [каталог]/ REINZ-Dichtungs-GMBH
4. Wikipedia [Електронний ресурс] Zylinderkopfdichtung / Режим доступу: https://upload.wikimedia.org/wikipedia/commons/5/5f/Damaged_head_gasket.jpg.
5. Diamantwerkzuege: [каталог]/
MAPAL. — 2015, s. 48.
6. HPC Fräser:
[каталог] / Hollfelder-Gühring Cutting Tools
7. M4000 – High
performance made universal: [каталог] / Walter Tools. —
2014, s.20