К.т.н. Квон
Св. С., к.т.н. Жаркевич О.М., ст.пр.
Медведева И.Е.
Карагандинский
государственный технический университет, Казахстан
ОЦЕНКА
ПАРАМЕТРОВ ШЕРОХОВАТОСТИ КЕРМЕТОВ
Керметы - это
твердые сплавы, основу которых составляют твёрдые частицы
карбида титана. Кермет,
как показывает его название, представляет собой комбинацию керамики и металла [1].
Развитие производства и
совершенствования современных керметов происходит по
нескольким направлениям [2]:
- разработка новых
составов дисперсионно-твердеющих сталей различных схем легирования;
- создание жаропрочных
материалов с дисперсионно-композиционным упрочнением;
- создание ультралегких сплавов на базе систем алюминий-магний;
- создание наноструктурированных композиционных материалов и др.
В разрезе последнего
направления была разработана комплексная технология получения керметов «Спекание-литье».
Предлагаемая
технология представляет собой комбинированный способ: спекание порошка TiC и последующее введение металлической связки методом
пропитки (точное литье). В качестве пропитывающего сплава была использована
связка Ni-Co-Cr. Содержание связки варьировалось в
зависимости от основного уровня с выбранным шагом варьирования. Состав керметов приведен в таблице 1.
После
проведенных исследований удалось установить, что полученные керметы
обладают высокой прочностью и жаростойкостью. А также был проведен анализ
качества поверхности полученных керметов. Самым
важным параметром при этом явилась шероховатость поверхности керметов.
Таблица 1 - Состав сплавов,
рассчитанный на основании уравнений
регрессии и матрицы планирования
|
|
Химический
состав, % |
|||
|
ТiС |
связка |
|||
|
Ni |
Со |
Сr |
||
|
Образец 4/1 |
70 |
12 |
18 |
7 |
|
Образец 5/1 |
60 |
24 |
9 |
7 |
|
Образец 6/1 |
50 |
28 |
12 |
10 |
|
Образец 7/1 |
40 |
40 |
7 |
13 |
Шероховатость относится к микрогеометрии
твёрдого тела и определяет его важнейшие эксплуатационные свойства. Шероховатость поверхности -
совокупность неровностей поверхности с относительно малыми шагами на базовой
длине.
При анализе шероховатости поверхности керметов были определены такие параметры, как:
- Ra – среднее
арифметическое значение отклонения от профиля;
- Rz – высота
неровностей профиля, снята я в 10 точках [3].
Измерения производились при помощи
профилометра TR100 Surface Rougchnes
Tester на каждой стадии технологического процесса (рисунок
1): прессование; спекание; пропитка.



а) б) в)
а)
после прессования; б) после спекания; в) после пропитки
Рисунок 1 – Измерение параметров
шероховатости керметов

 Значения шероховатости поверхности керметов на стадии прессования приведены на рисунке 2.
Значения шероховатости поверхности керметов на стадии прессования приведены на рисунке 2.
Рисунок 3 - Параметры шероховатости керметов после прессования


Рисунок 4 - Параметры шероховатости керметов после спекания

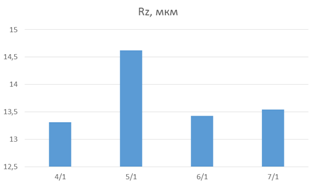
Рисунок 5 – Параметры шероховатости
керметов после пропитки
Шероховатость поверхности после прессования составила в среднем по
параметру Ra для образцов круглого сечения составила 7,5 мкм; по параметру Rz для – 17,6 мкм; шероховатость
поверхности после спекания составила по параметру Ra для образцов круглого сечения составила 5,4 мкм; по параметру Rz для – 15,6 мкм;
шероховатость поверхности после спекания составила по параметру Ra для образцов круглого сечения составила 4,7 мкм; по параметру Rz для – 13,4 мкм.
Сравнив данные рисунков 3 - 5, можно
сказать о том, что шероховатость образцов незначительно, но уменьшалась от
стадии прессования до стадии пропитки. После стадии спекания образцы имели
практически такие же показатели шероховатости, как и после стадии прессования.
Это означает, что шероховатость поверхности керметов
формируется на стадии прессования. Шероховатость поверхности спеченных образцов
(деталей) определяется шероховатостью поверхности пресс-форм. Только наличие пористости
в деталях не позволяет получать полированные поверхности. Пропитка образцов
дает возможность получения гладких поверхностей без последующей обработки.
Подытожив, можно сделать вывод, что
значения шероховатости керметов сравнимы со
значениями шероховатости деталей, полученных после стадии шлифования и являются
достаточными при использовании деталей из керметов в трибосопряжениях и при обработке металлов, обеспечивающих
высокую износостойкость.
Список
использованных источников
1. Словарь-справочник
по трению, износу и смазке деталей машин / В.Д. Зозуля, Е.Л. Шведков, Д.Я. Ровинский, Э.Д.
Браун. - Киев: Наукова думка, 1990. - 264 с.
2. Порошковая металлургия
и высокотемпературные материалы / под ред. П. Рамакришнана.
пер. с англ А.Н. Штейнберга. - Челябинск:
Металлургия, 2010. – 352 с.
3. ГОСТ 2789-73 Основные параметры
шероховатости и их обозначения.