Малафеев Ю.М., Кобзаренко
Д.А.
Национальный
технический университет Украины «Киевский политехнический институт имени Игоря
Сикорского», г. Киев
СИЛОВЫЕ ХАРАКТЕРИСТИКИ ПРОЦЕССА ОБРАБОТКИ
КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ
Распределение сил
резания при фрезеровании и шлифовании, приведенные на рис. 1, показывают
динамику изменения составляющих этих сил за один оборот комбинированного инструмента.
Во временном отрезке от 30,016 до 30,017 при шлифовании можно заметить
увеличение составляющих сил вдоль осей X, Y, Z. Такое увеличение составляющих сил
и их падение объясняется за счет негомогенного распределения зерен на
шлифовальной кассете и врезанием отдельных зерен в поверхность детали.

Рис. 1. Силы резания за один оборот
В процессе исследований
было установлено, что силы резания при шлифовании распределяются на 3 области.
Это объясняется тем, что перед обработкой шлифовальная кассета должна проходить
притирку. Однако, в исследованиях не было возможности выполнять притирку для каждой
кассеты, поэтому для притирки служила первая зона заготовки (рис.2).
В рабочей зоне
наблюдалась стабильность процесса. Затем шлифоваль-льная
кассета проходила третью, так называемую «свободную зону». Эта зона одинакова
по размерам с зоной притирки, но инструмент осуществил обработку, а,
следовательно, зерна притерлись и имеют меньший размер. Также нужно отметить,
что падение сил вызывается тем, что инструмент проходит ¾ оборота
свободно, без обработки.
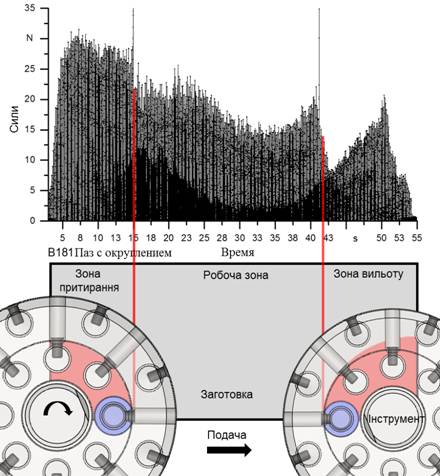
Рис. 2.
Зоны распределения сил
Такое распределения сил
вызывается условиями процесса обработки, а именно, одной кассетой. Для
стабилизации процесса нужно использовать большее число шлифовальных кассет с
целью демпфирования внутренних колебаний.
Дальнейшие измерение
проводился со шлифовальной кассетой «паз со скруглением». Из графика (рис. 3)
можно понять, что составляющая силы по оси Z втрое больше от сил по осям X и Y.
Нужно отметить, что врезание кассеты за счет формы (благодаря скруглению 1мм)
гарантирует плавное ее врезание в заготовку. Из этого можно сделать вывод, что
плавное врезание в поверхность в сочетании с получаемым распределением сил не
приведут к механическому защемлению.
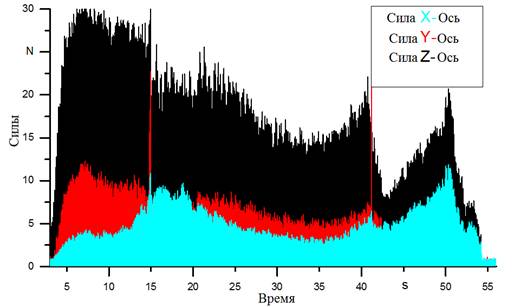
Рис. 3. Распределение сил по осям

Рис. 4. Расположение фрезерных и шлифовальных кассет
Анализируя выше
изложенное, учитывая результаты проведенных экспериментов, можно сделать
следующие выводы:
1. Наилучшие результаты
шероховатости поверхности достигнуты с применением шлифовальной кассеты «паз со
скруглением».
2. Во избежание
налипания материала на обработанную поверхность, необходимо применять
смазочно-охлаждающие технологические среды.
3. Так как припуск на
обработку должен находиться в пределах от 1 до 80 мкм, кассета должна
устанавливаться на нижнем уровне, как показано на рис.4.