Belyaeva
A.Yu., Cand.Tech.Sc.,
Reasons for the reduction of
cutting force
with ultrasonic cutting.
So, let's start with what ultrasonic cutting is.
Ultrasonic cutting (or dimensional processing) of hard brittle materials
consists in the directed destruction of the processed material under the action
of grains of abrasive material located between the surfaces of the material
being processed and the tool oscillating with ultrasonic frequency in the
longitudinal (axial) direction. Relatively high intensity of the process is
ensured by a high repetition frequency of the instrument impacts (ultrasonic
frequency range) and a large number of grains of abrasive material simultaneously
participating in the cutting (3x10-1x109 per 1m2).
Vibrating with such frequency the tool forces to
penetrate into a processed material of grain of an abrasive material, making
its destruction. If, at the same time, the tool is pressed with a certain force
to the workpiece surface of the workpiece
(or, conversely, the workpiece to the tool), then a
groove is gradually formed on the latter, copying the shape of the working part
of the tool. Thus, ultrasonic cutting is, in essence, a kind of machining of
materials.
Ultrasonic cutting processes all hard brittle
materials having a hardness of up to 10 units on a ten-point Mohs scale. Such materials include glass, quartz, ferrites,
sitall, silicon, germanium, ceramics, porcelain,
various ornamental stones and other materials. Less fragile materials, for
example, a hard alloy, are treated much worse, and plastic and viscous (for
example, steel) by ultrasonic cutting are practically not processed [1].
All of the above are public and known facts from the
school curriculum. And now we shall plunge into the process of turning.
With ultrasonic cutting, it is known that not only
does the cutting force act, but also the sliding friction force. The cutting
force is equal to the product of the area of the cut-off
layer by factors that include a variety of material characteristics and other
characteristics. The frictional force in this case is not of the last
importance in the question of why the cutting force decreases with ultrasonic
cutting.
The force acting on the cutter (Fig. 1, a) is usually
applied to the elastic forces Rupr and the plastic Pf
of deformations acting normally to the front surface of the tool, and to the
forces P'upr and P'n,
acting normally to the posterior surface of the incisor [2].
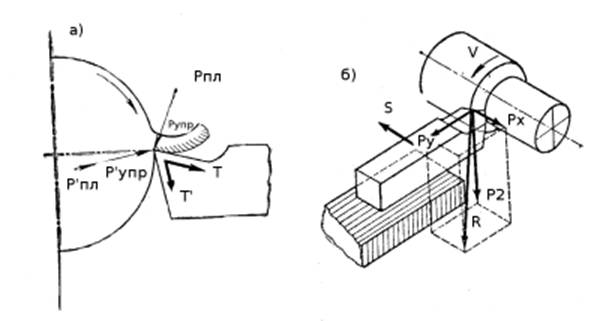
Fig. 1. The forces of cutting and friction during turning.
In turn, frictional forces T = μ (Rupr + Pnl) and T = μ (P'upr + P'n) act respectively
along the front and back surfaces of the tool. The mentioned system of forces
is reduced to the resultant force R (Fig. 1, b).
Friction occurs for two reasons:
1. The roughness of the contacting surfaces when the
frictional force is equal to the product of the friction coefficient by the
normal reaction, and the friction coefficient is the main characteristic of
friction and is determined by the materials from which the bodies are made. N
is the force of normal pressure from one body to another. As a rule, the value
of the friction coefficient of lavas is 0.1-0.5.
2. Mutual attraction of molecules on the surface of
these bodies.
However, according to the law of Amonton-Coulomb,
if the value of the friction coefficient exceeds 1, this means the appearance
of an adhesion force
When the cutter begins to work in the ultrasonic
cutting mode, the workpiece, or rather its upper
layer, heats up sufficiently quickly, to a state called plastic and to which
the friction force is directly related. So, thanks to the frictional force, the
top layer of the piece heats up. Accordingly, to break the top layer of the
part, that is, when the cutter cuts into the top layer of the part and this
layer goes into a plastic state, and the plasticity limit is exceeded, the next
layer is also heated and gradually (in fractions of a second) As the upper
layer. The cutting force is reduced, since there is no need to maintain its
initial value.
Literature.
1. http://www.metalcutting.ru/content/ultrazvukovoe-rezanie
2. http://xn--80awbhbdcfeu.su/silirez