Технічні науки /
3. галузеве машинобудування
Ганзюк А.Л., Олександренко В.П., Гордєєв А.І., Нездоровин В.П.
Хмельницький
національний університет
ПРИСТРІЙ ДЛЯ НАНЕСЕННЯ НА РІЗЬБОВУ ПОВЕРХНЮ МЕТАЛЕВИХ
ДЕТАЛЕЙ ЛЕГКОПЛАВКОГО СПЛАВУ З МЕТОЮ ЗАПОБІГАННЯ ФРЕТИНГ-КОРОЗІЇ
Для уповільнення виникнення процесу фретинг-корозії
у стику поверхонь деталей та подальшого запобігання їх руйнування проводиться
розділення контактуючих поверхонь створенням захисного покриття, яке
сповільнює окислення металу з одночасним зменшенням фізичного фактора руйнування
поверхонь конструкційних матеріалів відповідальних деталей, що зазнають
циклічні навантаження (петля причепу автомобіля, наконечник штанги підвіски автобуса). Для уповільнення процесу фретинг-корозії
[1,2] запропоновано застосовувати технологію та пристрій для нанесення
захисного легкоплавкого сплаву на різьбову поверхню контактуючих деталей у вигляді пасти на основі Bi-Sn-Pb-Cd з
припоєм із подальшим його розплавленням лазерним променем (Тплавл. =
68,50 – 750 С).
Відома технологія та пристрій, що являє собою
інтегрований лазерно-дуговий плазмотрон [3], що
представляє собою лазер, засіб подачі матеріалу в ванну розплаву, засіб
оптичного детектування з оптоелектричним чутливим
елементом для видачі електричного сигналу як функції висоти шару наплавленого
матеріалу і регулятор зі зворотним зв'язком для регулювання швидкості наплавлення.
Недоліком відомого технічного рішення є те,
що його відмінні ознаки спрямовані на наплавлення матеріалу, що
осаджується у вигляді порошку і зазвичай відрізняється від плавлення матеріалу,
що наноситься на основу заготовки, а саме те, що при наплавленні плавиться
відносна кількість основного матеріалу
заготовки порівняно з кількістю матеріалу, що осаджується, а система
подачі порошку вводить нерегульований обсяг металевих частинок на цей
розплавлений обсяг і сплавляється з розплавленим матеріалом заготовки. Висота
шару наплавленого матеріалу нерівномірна та у матеріалі підкладки після
наплавлення з’являються залишкові стискаючі напруження.
Запропоновано конструкцію пристрою для
нанесення на різьбову поверхню легкоплавкого
сплаву, що містить оправку, на якій послідовно з кроком
різьби S розташовані: копіювальний
сегмент різьбової поверхні, дозатор
пасти-припою з соплом, сегмент різьбової поверхні для калібрування шару
пасти-припою, лазерну головка для розплавлення пасти-припою.
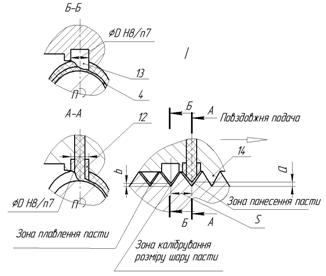
Конструктивні
параметри зони нанесення пасти-припою
та зони калібрування розміру шару пасти-пропою незалежно від розмірів
різьбової поверхні для забезпечення ефективного
нанесення пасти-пропою
вибирають з умови:

де b – висота шару пасти-припою яка
наноситься з сопла;
a – висота шару пасти-припою після калібрування, а = 0,3мм.
Число обертів заготовки вибирають з умови:
де nз – число
обертів заготовки;
![]() – лінійна швидкість обертання заготовки, м/хв.,
– лінійна швидкість обертання заготовки, м/хв.,![]() ;
;
D – діаметр
заготовки, мм.
Працює пристрій наступним чином: пристрій для нанесення на різьбову поверхню легкоплавкого сплаву 3 (Рис.1)
встановлюється на супорт токарного верстата 4 (Рис.1), а виріб 1 (Рис.1) на
який наноситься паста-припой встановлюється у патрон
2 (Рис.1)
та закріплюється. Пристрій 3 (Рис.1)
|
|
|
|
Рис.1 – Схема встановлення
пристрою на верстаті |
Рис.2 – Схема нанесення пасти-припою |
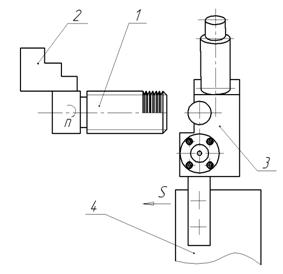
підводиться до виробу
1 (Рис.1) і за допомогою ручної повздовжньої та поперечної подач верстата копіювальний різьбовий сегмент 14
(Рис.2) вводиться у зачеплення з
різьбовою поверхнею виробу та включається верстат який здійснює оберти виробу
та необхідну повздовжню подачу від ходового валу верстату. Одночасно з
обертанням виробу 1 (Рис.1) включається система 3 (Рис.3) подачі пасти-припою 4 та лазерна головка 11(Рис.3).
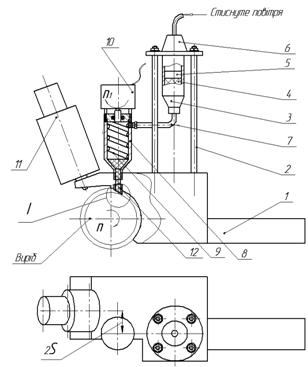
Рис.3 – Пристрій для нанесення на різьбову
поверхню легкоплавкого сплаву
Тиск стисненого повітря діє на поршень 5 і паста-припой 4 по шлангу 7 подається у шнековий дозатор 8.
При обертанні шнеку 9 від мотор-редуктора 10 паста-припой
4 безперервно подається у сопло 12 та утворюється попередній шар пасти-припою 4
у зоні її нанесення (Рис.2, розріз А-А). При подальшому обертанні виробу 1 (Рис.1) паста-припой 4
отримує необхідну висоту у зоні калібрування (Рис.2, розріз Б-Б). При подальшому
обертанні виробу 1 (Рис.1) калібрований шар пасти-припою 4
(Рис.2, зона плавлення пасти) розплавляється
лазерним променем від лазерної головки 11 (Рис.3). Таким чином отримується тонкий шар
сплаву Bi-Sn-Pb-Cd на поверхні деталі. Після
нанесення шару сплаву пристрій для
нанесення на різьбову поверхню металевих деталей легкоплавкого сплаву 3 (Рис.1) відводиться за допомогою поперечної
подачі супорту токарного верстата 4 (Рис.1) та
проводиться заміна заготовки 1 (Рис.1).
Саме тому дане технічне рішення у сукупністю з
новими суттєвими ознаками забезпечує можливість отримати стабільне за розмірами захисне покриття контактуючих поверхонь для забезпечення уповільнення процесу фретинг-корозії
у стику різьбових поверхонь деталей, що зазнають циклічні навантаження.
Джерела
інформації:
1. Костогриз С.Г. Теоретичні аспекті використання легкоплавких сплавів для
пригнічення фретинг-корозії / С.Г. Костогриз, Ю.І. Шалапко, А.Л. Ганзюк
// Вісник технологічного унів. Поділля. – 1998. – №4. ч. 2. – С. 80-82.
2. Костогриз С.Г. Теоретичні аспекті використання
легкоплавких сплавів для пригнічення фретинг-корозії
/ С.Г. Костогриз, Ю.І. Шалапко, А.Л. Ганзюк // Вісник технологічного унів.
Поділля. – 1998. – №4. ч. 2. – С. 80-82.
3. Пат. 68075 Україна, МПК9: В23К 10/00. Інтегрований
лазерно-дуговий плазмотрон /[ К.А.
Ющенко, І.В. Крівцун, А.В. Бернацький та інш.];
заявник та володар патенту ІЕЗ ім. Є.О. Патона НАНУ. – № U201111183; заявл. 20.09.2011 р.: Опубл. 12.03.2012.