Yurii P. Borodii, Cand. Sc. (Eng.), Assoc.
Prof.
National
Technical University of Ukraine "Igor Sikorsky Kyiv Polytechnic
Institute"
Research and Technology Equipment
With Creation
Hardfacing on Parts of Bodies of Rotation Type
More
efficient use of modern technology in various industries can achieve
continuation of its operational lifetime by surface hardening of working
surfaces, as well as its fast and high-quality repair and restoration parts.
Considerable interest for the practice of electro-spark alloying (ESA), which belongs to the
group of electro methods of surface hardening of machine parts. The main
advantages of the method is the ability to transfer to the surface of the
treated materials of high hardness (carbide) in the high strength of adhesion
layer reinforced with a base coating without significant deformation of the
parts. A significant effect can be achieved using the combined technology of
strengthening of machine parts with a combination of ESA and
surface plastic deformation (SPD).
With the combined strengthening is possible to create multi-layered
wear-resistant coatings on working surfaces of machine parts. At the same time
manages to largely overcome the disadvantages of each method to strengthen and
control the properties of the coating.
We
investigated methods of application-layer coatings:
1. Electro-spark alloying (ESA).
2. Surface plastic deformation (SPD) – break-roller or ball.
In addition, investigated the combined surface
hardening methods:
1. Electrophysical methods and superficial plastic deformation:
- SPD+ESA carbide
electrode+SPD.
- Multiple coating ESA+SPD+ESA+SPD (4 passes) [1].
2. The combination of different types of
electric-spark alloying:
- ESA graphite electrode following ESA carbide electrode, graphite electrode ESA and ESA copper
electrode;
- Coating several layers ESA through different modes.
To assess the effectiveness of the laboratory used
to strengthen research on friction machine on a "shaft-liner" [2]. Studies have
shown an increase in wear resistance of annealed steel U7 (HV 220...240) with a
combined surface after driving 25 km - 4 times, with mileage of 50 kilometers –
2,5 times, and hardened steel 45 (HV 337 and HV 420)
with a combined coverage after driving 22 km by 5 times [2].
On the basis of the studies concluded that
strengthening the combined surface coating scheme SPD→ESA→SPD→ESA→SPD [1] to create a multi-layer structure to increase the hardness of
working surfaces 2-2,5 times and
surface wear resistance in 1,5-5 times. When applying the combined wear-resistant coating scheme SPD→ESA→SPD→ESA→SPD [1] arising from hardened areas of hardened multilayer structure and
several times re-hardened volumes, which increased the composition of
tungsten carbide and lenses.
As a result, developed the technology increasing durability of machines such as shafts, crests
locomotive bogies, axles cement packing machinery, which includes the
pre-deformuvan plastic surface of the ball with a device that is installed in
the tool carriers screw-cutting lathe, mechanized ESA solid smoke using a special alloy head, also
located in the tool carriers. The running mode should be optimal. This primarily refers to efforts of breaking-in (pressure balloons for detail), supply and number of passes. Definition modes of breaking-in complicated by the fact that the relationship between him and the
degree of roughness enhancement and nonlinear. Some optimization efforts by 10
mm balls held in [2]. It was
established that the best steel for plastic load is 200...350 kg. Increased
pressure on the surface leads to a violation of the integrity of the metal on the
surface and the occurrence of peeling surface. The hardness of parts after breaking-in not exceed 50 HRC.
By emerging technologies hardened surface layer,
which on the surface hardness up to 1200 HV. It is accompanied by grinding in
polishing effect.
For the mechanical handling of parts such as bodies
of revolution developed combined technology of wear-resistant coatings. In
general terms, this technology involves the following steps [1]:
♦ preparation details, including machining to final size or the size of
the allowance during grinding;
♦ preparation ESA installation
work, including selection of the optimum currents to electrodes and materials;
♦ preparation for installation of SPD, including the selection of the best
efforts;
♦ coating layer is made: SPD→ESA→SPD→ ESA→SPD;
♦ control measurements to determine the details of the thickness of the
coating;
♦ final grinding to obtain details of the size required for drawing.
The technology by using specially designed
equipment (Fig. 1). Fig. 1 shows a three-dimensional model diagram of complex devices combined to
form durable coatings on parts such as the shaft.
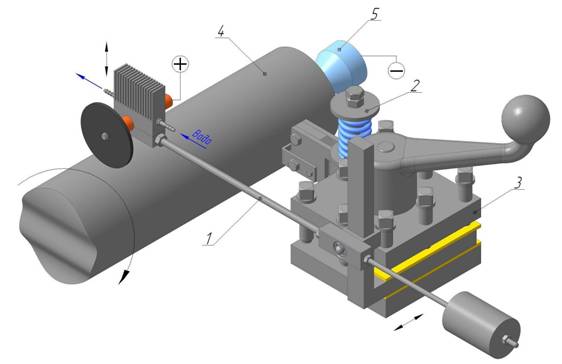
Fig. 1. Three-dimensional
model diagram of the installation combined to form a wear-resistant coating on
the details of the type of shaft: 1 – a device for ESA; 2 – breaking-in device;
3 – caliper
screw-cutting lathe; 4
– workpiece; 5 – electrically contact
center
Conclusions:
The results of practical interest for various
branches of engineering.
The technological developments providing formation
of coatings with the required performance properties for different parts of machines.
Putting electric-spark coatings and composite coatings increases the
operational stability of the machine parts 3-6 times.
References:
1.
Патент на корисну модель №40858 Україна, МПК В23Н 1/00. Спосіб електроіскрового
зміцнення поверхні металів та сплавів/ Маковей В.О., Бородій Ю.П., Куріхін В.С.
(Україна) НТУУ. – № u2008
13977 Заявл. 04.12.2008; Опубл. 27.04.2009, Бюл. №8.
2. Бородий Ю.П. Экспериментальное
исследование особенностей формирования поверхностного износостойкого слоя
рабочих элементов разделительных штампов/ Бородий Ю.П., Маковей В.А.// Збірник
наукових праць (галузеве машинобудування, будівництво). – Вип. 2 (37). – 2013.
– ПолтНТУ. – С. 61-65.