Гусейнова Г.А. (д.т.н.), Самедова Ф.И.
(д.т.н.), Алиева Н.М.,
Гулиев А.И. (аспирант), Рашидова С.Ю.
(к.т.н.), Гаджиева И.А.
Институт нефтехимических процессов
Национальной Академии Наук (НАН) Азербайджана, г.Баку
ЦЕОЛИТСОДЕРЖАЩИЕ
КАТАЛИЗАТОРЫ В ПРОЦЕССАХ АЛКИЛИРОВАНИЯ
Цеолитсодержащие катализаторы нашли
широкое применение в процессах алкилирования олефинами парафиновых и
ароматических углеводородов, а также смесей углеводородов в виде нефтяных
бензиновых и масляных фракций. Основными направлениями процесса алкилирования
является алкилирование индивидуальных углеводородов. Из парафиновых
углеводородов наибольшее внимание уделяется алкилированию изобутана, из ароматических - алкилированию
подвергают бензол, толуол, п-ксилол, псевдокумол. В качестве алкилирующего
агента в основном используют этилен, пропилен, бутены или более
высокомолекулярные олефины.
Сопутствующими реакциями при
алкилировании являются одигомери-зация, ароматизация, изомеризация,
крекинг, дегидроциклизация и др. Причем преимущественное протекание тех или
иных реакций зависит от применяемого катализатора и температуры реакции.
В основном, реакции алкилирования
направлены на получение высокооктановых компонентов бензинов путем
алкилирования изобутана бутиленами. В качестве катализатора используют
модифицированный цеолит У (NaУ, соотношение SiO2/Al2O3=5,2; Na2O-13,1%масс.)
[1]. Введение солей Ni
или
наноразмерного порошка Ni методом позволяет
увеличить селективность по изомерам изооктана на 8-9% масс. и
межрегенерационный пробег катализатора на 25%. Оптимальные условия
алкилирования: температура - 900С, давление – 2 МПа, объёмная
скорость подачи сырья – 0,15 ч-1 (по олефинам), кратность циркуляции
катализатора – 1,67.
Авторами разработан процесс алкилирования
изобутана фракцией олефинов на цеолитном катализаторе в
поликатион-декатионированной форме (РЗЭ-Са-Н-У) [2]. Реакцию осуществляют в
трехфазном («структурированном») режиме при 40-1000С, давлении
1,0-1,7 МПа.
Проведено исследование реакций
алкилирования и олигомеризации смеси углеводородов С4 в
сверхкритических и традиционных условиях при температурах 110-1800С
и давлениях 2,0-12,0 МПа на ультрастабильных цеолитах типа У в Н-форме (НУ) [3]. Доля изомеров октана в полученных
продуктах достигает 100% в начале реакции и снижается при дезактивации
катализатора после 2 часов работы. На основании данных термогравиметрического
анализа выявлено, что основной причиной дезактивации катализатора является
образование полидиеновых соединений и последующая их циклизация с формированием
циклопентадиеновых и ароматических структур на поверхности цеолита.
По сравнению с широкопористыми цеолитами
(тип У) алкилирование на пентасилах (ZSM)
проводят при более высоких температурах порядка 2000С [4]. Это
приводит к преобладанию реакций полимеризации и снижению селективности
процесса. Образование разветвленных алканов в узких порах ограничено, что
приводит к получению алкилата с низким октановым числом.
Обработка прямогонной бензиновой фракции
н.к.-1590С на цеолитах – н-пентасилах (SiO2/Al2O3=61), модифицированных
ионами Zn и Zr, приводит к увеличению
содержания олефинов в газообразных продуктах и уменьшает долю ароматических
углеводородов в катализате [5]. Авторы объясняют это бифункциональным действием
катализатора, образованием слабокислотных ОН групп бренстедовского типа,
которые уменьшают долю реакций перераспределения водорода и повышают
селективность по низкомолекулярным углеводородам.
Гидрооблагораживание бензиновой фракции
коксования на цеолитном катализаторе с содержанием редкоземельных элементов
привело к повышению октановых чисел благодаря изомеризации и
диспропорционированию непредельных углеводородов в парафиновые и ароматические [6].
Алкилирование фракции турбинного масла
деценом-1 и гексеном-1 на
катализаторах
Цеокар-2 и Цеокар-600 позволило увеличить индекс вязкости на 8-12 ед. масляной фракции, выделенной из
полученного алкилата. [7]. При этом выход масляной фракции, выкипающей выше 350оС,
составил соответственно 63,02 и 77,19 %масс. при алкилировании деценом-1 при
100оС.
Проведено также алкилирование турбинного
масла деценом-1 на цеолитсодержащем катализаторе Омникат-210. Выход масляных
фракций составил 80,4%. Катализаторы Цеокар-2 и Омникат-210 отличаются между
собой химическим составом (табл.1).
Силикатный модуль SiO2/Al2O3 составляет
соответственно 7,2 и 1,3. Кроме того, Омникат-210 содержит окислы
редкоземельных и других металлов.
|
Показатели
|
Цеокар-2
|
Омникат-210
|
|
Химический
состав, % масс.
|
|
|
|
Al2O3
|
12-13
|
41-44
|
|
SiO2
|
86-87
|
50-52
|
|
Na2O, MgO
|
1,0
|
-
|
|
Fe2O3
|
0,2
|
-
|
|
Re2O3
|
-
|
1,9
|
|
Окислы Ti,V,K,Mn,Cr,Pb,Pt,Ni и др.
|
-
|
До 100%
|
Катализаторы исследованы методом
термогравиметрического (ТГ), дифференциально-термогравиметрического (ДТГ) и
дифференциально-термического анализа (ДТА) на дериватографе STA
449 F3 фирмы NETZSCH (Германия) в диапазоне
измерений от комнатной температуры до 500-800оС. Образцы катализаторов предварительно выдержаны в термостате в течение
6 час при 500оС.
Как видно из кривых ТГ, потеря массы катализатора Омникат-210 происходит
ступенчато с потерей массы 6,43% при температуре около 380оС и 10,5
% при 550оС (рис.1). Остаточная
масса составляет 88,19% при 897,2оС. На кривой ДТА
наблюдаются эндотермические эффекты при
160оС и 558,5оС. Первый незначительный пик связан с
выделением воды.
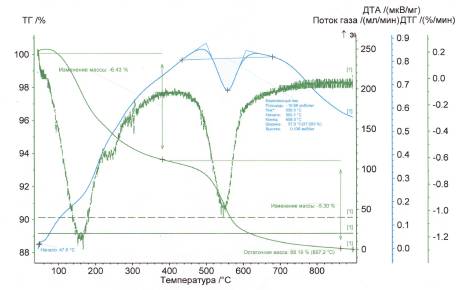
Рис. 1. ТГ,
ДТГ и ДТА кривые катализатора Омникат-210
Второй эндотермический эффект
характеризуется потерей массы на второй ступени и связан видимо с выделением
модифицирующих добавок. Скорость изменения массы Цеокар-2 происходит более
интенсивно и при 134,9оС составляет 7,78%/мин с потерей массы 10,57%
(рис.2).
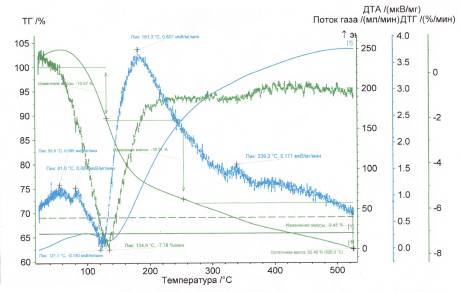
Рис. 2. ТГ,
ДТГ и ДТА кривые катализатора Цеокар-2
Эндотермический эффект, соответствующий
потере массы при этой температуре, связан также с выделением воды. Наибольшая
скорость изменения теплового потока 0,607 мкВ/мг/мин происходит при 181,3оС.
Таким образом, катализатор Омникат-210 более стабилен, чем
Цеокар-2. Потеря массы до 500оС составляет 8%, тогда как Цеокар-2 теряет в массе 36%.
Следовательно, активацию
и регенерацию катализатора следует проводить
при более высокой температуре 550-600оС. Кроме того, выход
масляной фракции выше при алкилиривании турбинного масла деценом-1 на Омникат-210.
ЛИТЕРАТУРА
1. Герзелиев И.М., Цодинов М.В., Хаджиев С.Н.
Новые пути получения изопарафинов – высокооктановых компонентов автобензинов. //Нефтехимия,
2009, т. 49, №1, с. 3-8.
2.
Мукхержи М., Нельсон Дж. Разработка катализатора алкилирования //Нефтегазовые технологии, 2006, №12,
с. 91‑96
3. Алкилирование
изобутана олефинами С4 в традиционных и сверхкритических условиях.
Коклин А.Е., Чан В.М.Х., Казанский В.Б., Богдан В.И.
//Кинетика и катализ, 2010, т. 51, №3, с. 429‑434
4.Патент США 4384161. Heterogeneous
izoparafin-olefin alkylation. Huang T.I.
5.Масмалиева Т.А., Дадашева
С.С., Керимли
Н.И. и
др. Применение
модифицированных пентасилов для переработки низкокачественных прямогонных
бензиновых фракций в олефиновые и
ароматические углеводороды /Abstracts 1st İnternational chemistry and chemical engineering conference, dedicated to the 90th Anniversary of the National leaded of Azerbaijan Heydar Aliyev, 2013, 17-21
april, Azerbaijan, Baku, p.144-145
6.Халафова
И.А., Гусейнова Г.А., Поладов Ф.М., Юнусов С.Г. Исследование процесса
гидрооблагораживания бензиновой фракции коксования //Химия и технология топлив
и масел, 2012, №4, с.24-26
7.Самедова
Ф.И., Гусейнова Г.А., Кулиев А.И., Рашидова С.Ю. Алкилирование нефтяных
масляных фракций олефинами на цеолитсодержащих катализаторах /Материали за Х Международна
научна практична конференция, «Бъдещите изследвания», 17-25 февруари, 2014, том
42, София, «БялГРАД-БГ» ООД, с.56-58