Автоматизация
обработки «сырых» данных
Холоднов В.А., д.т.н.,
СПбГТИ(ТУ)
Мусаев А.А., инженер ОАО «СПИК СЗМА»
Аннотация
В приведенной статье
рассматривается комплекс методов и средств оптимизации управления
технологическими процессами, объединенными в класс Advanced Process Control-технологий
для осуществления
автоматического анализа и "очистки" исходных данных, полученных в
результате мониторинга состояния ТП и характеристик материальных потоков на
установке типа АТ-6. Комплекс выполнен в среде
MATLAB, использованной в работе главным образом как среда программирования. Для
создания блоков функций модуля были использованы методы линейной аппроксимации,
винзирования, корелляционного оценивания, сглаживающие фильтры, проверка на мультколлинеарность.
Ключевые слова
Advanced Process Control, APC, Raw Data, Обработка, Автоматизация,
Нефтепереработка
I. Введение
Россия –
одна из стран, обладающих огромными запасами природных ресурсов, одним из
которых является нефть. Запасы нефти в России превышают 7 млрд. тонн, а
ежегодная добыча – свыше 300 млн. тонн. При этом 85% добываемой нефти
перерабатывается в топливо [1].
Нефть в
настоящее время остается важнейшим носителем энергии, сильно влияющим на
экономику страны. Несмотря на то, что нефть является невосполнимым источником
энергии, запасов ее по прогнозам хватит более чем на сотню лет.
Процессы
нефтепереработки включают процессы первичной переработки нефти, термические и
термокаталитические процессы, процессы гидрооблагораживания бензиновых фракций,
производства водорода и серы, а также процессы компаундирования моторного
топлива [2].
Первичная
переработка нефти включает в себя её стабилизацию, обезвоживание и
обессоливание, в результате чего образуются углеводородный газ, бензиновая,
керосиновая и дизельная фракции, мазут, масляные фракции и другие нефтепродукты
[3].
Современная нефтеперерабатывающая
промышленность использует последние достижения в области автоматизации,
контроля и управления процессами, а также информационных технологии получения,
обработки и передачи информации.
Процесс
нефтепереработки и системы его автоматизации достаточно подробно освещался в
отечественной и зарубежной литературе [1, 2, 3]. Развитие современных
информационных и математических технологий открывает новые горизонты
совершенствования промышленных систем управления в целом и нефтепереработки в
частности. Применение новых технологий, в свою очередь, требует определенных
модификаций в содержательную постановку оптимизационных задач управления. В
связи с этим в данной статье сделана попытка современной математической
формализации задачи оптимизации управления процессом нефтепереработки на основе
калмановской концепции пространства состояний, где качестве практической
реализации использовались данные реального мониторинга ТП первичной переработки
нефти на установке АТ-6 нефтеперерабатывающего предприятия ООО
«Киришинефтеоргсинтез» («КИНЕФ»).
II.
Постановка задачи
Рассматривается
процесс нефтепереработки на установке типа АТ. Необходимо повысить
эффективность технологического управления первичной переработки нефти с помощью
применения современных программно-алгоритмических средств.
Одним из
перспективных направлений в области совершенствования систем промышленной
автоматизации является комплекс методов и средств оптимизации управления
технологическими процессами, объединенными в класс Advanced Process Control-технологий [4].
APC или Advanced Process Control переводится как улучшенное («продвинутое»)
управление ТП, причем «улучшение», как правило, оценивается в экономической
эффективности.
Основной
целевой функцией APC обычно является получение дополнительной
прибыли за счет:
- разумного снижения
запаса по качеству выпускаемой продукции;
- реализации
энергосберегающих и ресурсосберегающих режимов;
- гибкого управления режимами
в интересах выпуска более дорогостоящей или более востребованной рынком
продукции;
- выявления более
эффективных технологических режимов.
Целью будет
повысить качество числовых исходных данных; осуществление автоматического анализа и "очистки"
исходных данных, полученных в результате мониторинга состояния ТП и анализа
характеристик материальных потоков, путем выполнения следующих функций:
-
выявление одиночных и групповых
пропусков данных и восстановление пропущенных значений в соответствии с
выбранным алгоритмом (технологией) восстановления;
-
выявление и обработка аномальных наблюдений, статистический учет
возникновения аномалий, восстановление аномальных значений параметров в
соответствии с выбранным алгоритмом (технологией) восстановления;
-
обнаружение скрытых несоответствий наблюдений, противоречащих
структуре корреляционных взаимосвязей между параметрами ТП, восстановление
несоответствующих значений параметров;
-
сглаживание рядов наблюдений;
-
выявление мультиколлинеарности в исходных данных.
III.
Результаты
Функциональная
структура комплекса приведена на Рисунке 1.
Входными данными являются:
-
данные об эволюции состояний
ТП и материальных потоков,
хранящиеся в БД АСУ (в формате Excel);
-
установки параметров предобработки, осуществляемые с помощью
интерфейса.
Выходными данными служат:
-
ретроспективные данные об эволюции состояний ТП и материальных потоков, очищенные от
пропусков, аномальных наблюдений и корреляционных несоответствий;
-
сглаженные ретроспективные данные;
-
указатель наличия мультиколлинеарности.
Рисунок 1 – Функциональная структура комплекса для анализа «сырых» данных
Выбор используемых функций и параметров предобработки
осуществляется с помощью разработанного интерфейса (Рисунок 2).
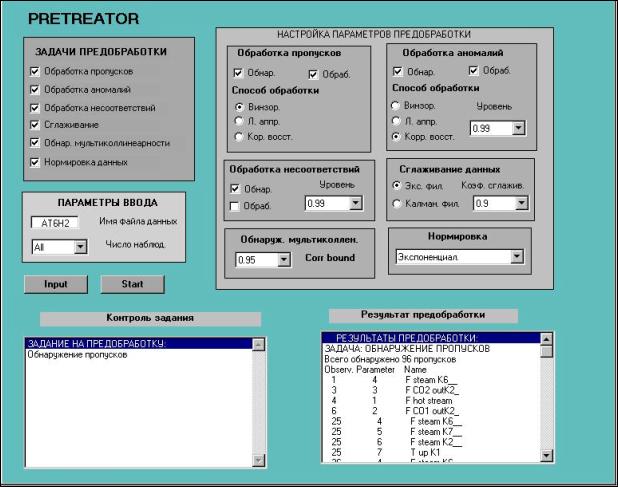
Рисунок 2 –
Интерфейс комплекса обработки данных
Обработка проводится последовательно, по общей двухэтапной
схеме. На первом этапе осуществляется обнаружение перечисленных дефектов
мониторинг с локализацией их положения в общем массиве ретроспективных данных,
на втором – их обработка. Основными типами обработки данных являются
винзорирование, отбраковка, восстановление на основе линейной аппроксимации
и корреляционное восстановление.
IV. Выводы
Качество работы комплекса проанализировано на результатах мониторинга
реальных данных технологического процесса первичной переработки нефти установки
АТ-6 предприятия «КИНЕФ». Модель носит унификационный характер и может быть
применена к результатам мониторинга любого технологического процесса. Модуль
использовался в организации «СПИК СЗМА» при составлении технического задания на
перспективные разработки.
Литература
1.
R.D.
Kane, D.C. Eden, and D.A. Eden, Innovative Solutions Integrate Corrosion Monitoring with Process Control, Mater. Perform., Feb
2005, p 36–41.
2.
R.D. Kane,
Corrosion in Petroleum Refining and Petrochemical Operations, Corrosion:
Environments and Industries, Vol 13C, ASM Handbook, ASM International, 2006, p
967–1014.
3.
Смидович Е. В. Технология
переработки нефти и газа. Ч. 2-я. М.: Химия, 1980
4. Электронный
ресурс: en.wikipedia.org›wiki/Advanced_process_control
5. Электронный
ресурс: en.wikipedia.org›wiki/Model_predictive_control
6. Электронный
ресурс: en.wikipedia.org›wiki/Decision_support_system
7. Демиденко Е. З.
Линейная и нелинейная регрессии. - М.: Финансы и статистика, 1981. - 302с.
8. Бесекерский
В.А., Попов Е.П. Теория систем автоматического управления– М.: Наука, 1975. - 752с.