Определение
оптимального угла доформовки криволинейной заготовки.
Пунин
В.И., к.т.н., МГТУ им.Баумана.
При изготовлении криволинейных металлических профилей из углеродистых и
нержавеющих сталей в клетях
профилегибочного или формовочного стана важно исследовать заключительный
этап - процесс доформовки профиля до
схождения его кромок в плоскости сечения валков. Эти операции существенно
влияют на качество готовой продукции и определяют дальнейший технологический
процесс, как, например, в случае с
производством сварных труб.
Рассмотрим окончательную деформацию криволинейного трубного профиля,
представив её в виде схемы нагружения заготовки единичной длины - кольца с
зазором, защемлённого по нижней образующей (половина сечения) с жёсткостью EJ, заменив при этом действие распределённых
сил от валков на сосредоточенную
равнодействующую силу Р (рис.1).

а)
б)
Рис.1.
Схема окончательной формовки (а),
сформованные образцы трубной заготовки из нержавеющей и углеродистой
стали (б).
Воздействие силовых факторов
процесса доформовки оценим по горизонтальному δu и вертикальному δv перемещению кромок (точки К) от изгибающих моментов /1/:
δк =![]() dZ, где Mp - изгибающий момент от заданных деформирующих сил; М1 - изгибающий момент от единичной силы,
приложенной в этой точке в
горизонтальном (1u) и вертикальном (1v) направлении.
dZ, где Mp - изгибающий момент от заданных деформирующих сил; М1 - изгибающий момент от единичной силы,
приложенной в этой точке в
горизонтальном (1u) и вертикальном (1v) направлении.
В этом случае изгибающие моменты от
единичных сил определим, как
M1u = R(1-cosφ); M1v = R sinφ, где φ
- текущий центральный угол.
Для всех схем, когда нагрузка Р
приложена под углом α, момент Мр определяется, как Мр = РR sin(φ - α). Заменив dZ на R dφ и вычислив интеграл Мора, получим, с учётом плоской деформации,
значения соответствующих перемещений:
δ = p M1 R dφ ,
где ![]() коэффициент
Пуассона,
коэффициент
Пуассона,
δu=РR3 ![]() (1+cos α +
(1+cos α + ![]() sin α); δv=РR3
sin α); δv=РR3 ![]() ( sin α +
( sin α + ![]() cos α).
cos α).
Приняв в качестве относительного перемещения δ0
= δ ,
,
устанавливаем
изменение значений линейных
перемещений: δ0u, δоv (рис.2).
δo
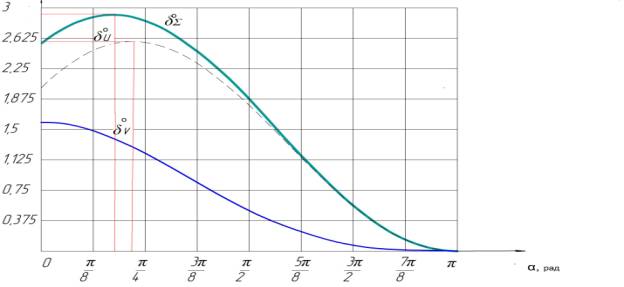 Рис.2. Зависимость
относительного перемещения кромок
трубной заготовки.
Рис.2. Зависимость
относительного перемещения кромок
трубной заготовки.
Исходя из полученных
трансцедентных функций перемещений, можно сделать вывод о том, что при
неизменном усилии доформовки трубной
заготовки наибольшее перемещение её кромок δк
происходит не в случае горизонтального или вертикального направления приложения
силы, а под совершенно определённым углом.
Определим экстремумы данных зависимостей. Производная этих функций
определяет касательную к полученным кривым и, соответственно, предельные
значения перемещений. Таким образом, проведённые расчёты показали, что для
любой трубной заготовки максимум перемещений в направлении U наблюдается при приложении усилия под углом α = 39,36
градуса, а максимум полного перемещения
- при α = 30,94 градуса.
С учётом действия сил трения (f=0,1) экстремумы (максимальные
значения) перемещений δu - δΣ
смещаются влево, и эти углы составляют
соответственно 33,75 градуса
и 28,82 градуса. Назовём их
оптимальными углами Пунина. При этом имеем, например, для абсолютного
горизонтального перемещения: δu = ![]() [ 1+cos α (1+f
[ 1+cos α (1+f ![]() ) + sin α(
) + sin α( ![]() ) +f(π-α) ].
) +f(π-α) ].
Таким образом, на основе данного силового и кинематического анализа получили зависимости перемещения
кромок трубной заготовки от
кинематики приложенного усилия, что имеет, как оказалось, важное
технологическое значение и определяет
энерго-силовые параметры в калибрующих и сварочных клетях стана.
Полученные результаты показывают, что наиболее оптимальной является
схема нагружения трубной заготовки с приложением равнодействующей усилий
доформовки под углом α = 28-340; при этом
обеспечиваются максимальные суммарные перемещения кромок при наиболее равномерной схеме
нагружения в процессе окончательной
формовки криволинейной заготовки.
Литература:
1. Феодосьев В.И. Сопротивление материалов - М.: Изд-во МГТУ им.
Н.Э. Баумана, 2010. - 592 с.
2. Лукашкин Н.Д., Кохан
Л.С., Пунин В.И., Морозов Ю.А. Гибка профилей на прессах и станах. Москва, 2005
г. – 140 с.
3.
Пунин В.И., Докторов М.Е. Изменение параметров заготовки при гибке//
«Технология металлов», 2011 - № 3, с. 13-16.