Писаренко В.В.
Національний технічний університет України «КПІ»
Автоматизований
розрахунок режиму різання при кінцевому фрезеруванні
В статті наведено методику
визначення оптимального значення подачі при кінцевому фрезеруванні, що
представляє собою розрахунок чисельними методами подачі, для забезпечення
необхідної точності оброблення бічної поверхні з урахуванням відгину кінцевої
фрези.
Ключові слова: відгин кінцевої фрези, САЕ система, ANSYS.
Вступ. З року в рік до деталей сучасного машинобудування посилюються вимоги до
якості і точності їх виготовлення, а як відомо величина цих параметрів залежить
від режимів різання і геометричних параметрів різального інструменту. Для
сучасного виробництва важливим є продуктивність роботи верстатного обладнання,
тобто робота на максимальних режимах різання з отриманням заданих параметрів
точності оброблення.
Однією з таких проблем є деформація, а саме відгин, фрези при фрезерування
кінцевими фрезами карманів, уступів, тощо, який є основною причиною
передчасного виходу з ладу різального інструменту та незадовільної точності
виготовленої деталі, що в свою чергу передбачає додаткові затрати на повторне
оброблення неякісних поверхонь. Основною причиною відгину є дія радіальної сили
різання на фрезу і для того, щоб регулювати відгин фрези для забезпечення
заданої точності оброблення, потрібно правильно призначати режими різання.
Рішення. Оскільки режим різання призначається безпосередньо технологом програмістом
з власного досвіду, або в кращому випадку з рекомендацій фірм виробників
інструментальних матеріалів, то постає актуальна науково технічна задача
автоматичного призначення режиму різання при кінцевому фрезеруванні карманів,
уступів з різними перепадами висот на різних ділянках траєкторії. Параметрами
якими можна управляти під час різання є глибина різання, швидкість та подача.
Будь-яка САМ система розбиває припуск на рівні частини, тому управляти глибиною
різання немає можливості. Швидкість різання, найчастіше рекомендується
компанією виробником інструментів в вузькому діапазоні, що відповідає її
найбільшому періоду стійкості. Подача є також рекомендованим параметром, але
діапазон її зміни доволі значний, що дає можливість змінювати її під час
обробки отримуючи ті чи інші параметри обробленої поверхні.
Сила різання при фрезеруванні кінцевою фрезою розраховується за наступною
формулою [1]:
|
|
(1) |
де h – ширина фрезерування, мм;
Sz –
подача на зуб фрези, мм/зуб; b – глибина фрезерування, мм; z –
кількість зубів фрези; d – діаметр фрези, мм; n – частота обертання фрези, об/хв.; Cp, xp, yp,
np,qp, up –
коефіцієнт та показники степеня математичної
залежності; Kmp – поправочний коефіцієнт, який залежить від оброблюваного
матеріалу та його фізико механічних характеристик.
Деформація фрези, в даному випадку розглядаємо
тільки відгин, розраховується за формулою з опору матеріалів при консольному
защемленні:
|
|
(2) |
де l –
довжина вильоту фрези, мм; E – модуль пружності; I – момент інерції, для круглого перерізу розраховуємо за
формулою:
|
|
(3) |
Для розрахунку деформації фрези було розроблено прикладну програму,
математичний апарат якої складає представлені вище математичні залежності (1-3).
Для перевірки робото здатності розробленої прикладної програми було розраховано
деформацію фрези методом кінцевих елементів за допомогою програмного модуля САЕ
системи ANSYS [2,
3]. При однакових початкових умовах експерименту, а саме: ширина
фрезерування 2мм; глибина різання 10мм; частота обертання фрези 1500об/хв.; діаметр
фрези 10мм; кількість зубців фрези 4; виліт фрези 60мм. Було отримано наступне:
-
деформація інструменту за розрахунками САЕ системи ANSYS складає 0,3896мм;
-
деформація інструменту за розрахунками розробленої
прикладної програми складає 0,3498мм.
Тобто похибка розрахунків
складає близько 10%. Це пов’язано насамперед з завданням точності початкових
умов, а саме щільності сітки, в САЕ системі. При більш щільному розташуванні
кінцевих елементів в сітці похибка розрахунків зменшується, однак це потребує значних
ресурсів комп’ютера. Копія екрану розрахунків в САЕ системі та за допомогою
розробленої прикладної програми представлено на рис.1.
|
|
|
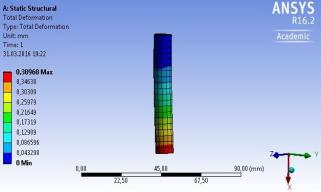
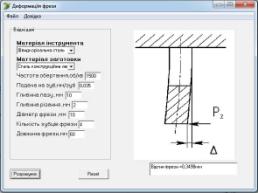
Рис. 1. Розрахунок деформації фрези
Після підстановки (1), (3) у (2) отримаємо:
|
|
(4) |
Розв’язок
рівняння (4) доцільно проводити чисельними методами, за алгоритмом
представленим на рис.2.
|
|
Рис.2. Алгоритм розрахунку подачі на зуб чисельними методами |
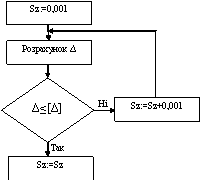
Представлений на рис.2 алгоритм
розрахунку подачі на зуб при фрезеруванні кінцевою фрезою покладено в основу
розробленої прикладної програми. Копія екрану роботи прикладної програми
представлено на рис.3. Зліва копія екрану для вводу початкових даних, справа –
розраховане значення допустимої подачі на зуб, при заданій точності оброблення.
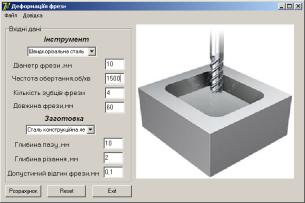
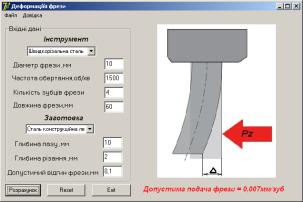
Рис.3. Копія екрану роботи програми розрахунку
оптимальної подачі
Висновки. В роботі наведено методику розрахунку деформації кінцевої фрези при
фрезеруванні уступів та карманів боковою поверхнею, виконано порівняльний
аналіз розрахунків методом кінцевих елементів та аналітичним методом. Оскільки
розрахунки проводилися без урахування динамічних явищ, що виникають при
фрезеруванні кінцевими фрезами, то рекомендується використовувати розрахункове
значення подачі на зуб фрези з коефіцієнтом 0,8. В подальших працях будуть
ураховані динамічні навантаження на кінцеву фрезу та жорсткість технологічної
оброблюваної системи для більш точного розрахунку режиму різання.
Література:
1) Справочник
технолога-машиностроителя. Т.2 / Под ред. А. М. Дальского, А. Г. Косиловой, Р.
К. Мещерякова, А. Г. Суслова -М.: Машиностроение-1, 2003, 944с.
2) http://mguler.etu.edu.tr/WB-Mech_120_Ch04_Static.pdf
3) http://www.sdcpublications.com/pdfsample/978-1-58503-581-6-6.pdf
4) Ю.В. Петраков,
В.В. Писаренко Визначення режиму фрезерування 3D поверхонь для забезпечення
якості // Краматорськ, 2012. Вип. 30. С.150–157.