К.т.н. Верба
І.І., Мітусов М.С.
Національний технічний університет України
„Київський політехнічний інститут“
ВИБІР РЕВОЛЬВЕРНОЇ ГОЛОВКИ МОДУЛЬНОЇ КОНСТРУКЦІЇ
Одним із засобів розширення технологічних
можливостей токарних верстатів є використання револьверних головок. Револьверні
головки (РГ) дозволяють забезпечити комплексну обробку виробів та зменшити
частку допоміжного часу, який витрачається на заміну інструмента. Використання
у РГ приводного інструменту дозволяє виконати високоточні токарні операції та
операції фрезерування без використання спеціального кріпильного оснащення і без
перевстановлення деталі. Приводний інструмент дозволяє виконувати осьове,
радіальне й кутове свердління і фрезерування. Привод передає рух до задіяного в
обробці інструменту.
Токарні обробні центри можуть
оснащуватись двома типами револьверних головок. У
револьверній головці без можливості установки приводного інструмента різці
кріпляться безпосередньо у диск головки фронтально, а розточувальні
борштанги и свердла − в держаки по периферії диска. Високошвидкісна
індексація (вибір потрібної позиції інструмента) здійснюється найчастіше у двох
напрямках обертання (поворот на сусідню позицію відбувається за 0,9 с), що
дозволяє скоротити час, який не пов’язаний із обробкою. Точність позиціонування
револьверного диску з приводними позиціями складає ±0,0005°.
Більшість токарних обробних центрів мають дві
револьверні головки: одну статичну, а другу – з приводним інструментом, в
багатьох випадках це головки VDI 20/30/40 (рис.1, а). Часто застосовують дванадцяти
позиційні револьверні головки з приводними позиціями (Duplomatic або Sauter),
які мають приєднання інструмента за системою VDI. Шість з дванадцяти позицій,
розташованих на колі меншого радіуса, мають можливість встановлення приводних
блоків (рис.1, в )
Інструментальна дискова РГ аксіального виконання з
приводом інструмента (типоряд 0.5.473.5xx, фірма Sauter [1]) побудована за модульним принципом і містить базову РГ
типоряду 0.5.480.5xx та децентралізований привод інструмента, який монтується
замість кільця для охолоджуючої рідини.
|
а) |
|
б) |
в) |


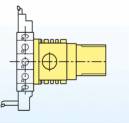
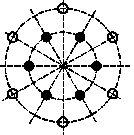
Рис.1.
Аксіальна револьверна головка VDI з приводним інструментом:
а)
− головка з радіальними блоками для приводного інструменту; б) −
стандартна компоновка; в) − схема розташування інструментів. Позначено: l − позиція
з приводом інструмента; › − позиція
без привода інструмента.
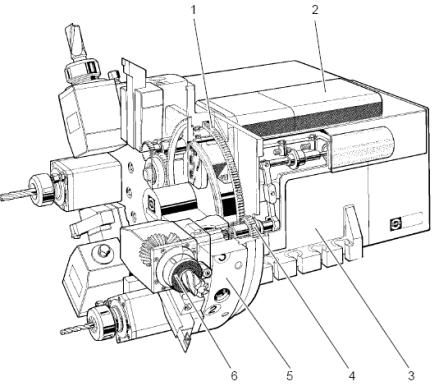
Рис.2. Інструментальна дискова револьверна головка з
приводом інструмента (осьове виконання),
типоряд 0.5.473.5xx, (фірма Sauter). 1 − циліндрична зубчаста
передача; 2 − приводний двигун інструмента; 3 − базова револьверна
головка; 4 – з’єднання з інструментом; 5 − інструментальний диск; 6 –
інструмент.
Привод інструмента передбачає під’єднання муфтою
лише інструментів, які розташовані аксіально і знаходяться у робочій позиції.
Відслідковування зміщення шпинделя не передбачене. РГ та приводні інструменти
(інструментальні приводні блоки) отримують обертання від одного й того ж
двигуна, а перемикання здійснюється за допомогою редуктора. Робочі
характеристики й розміри поворотного привода та фіксації РГ ідентичні
відповідним характеристикам РГ базового типоряду 0.5.480.5xx.
Для
встановлення в інструментальному диску використовують спеціальні шпиндельні головки,
найчастіше із цанговим затиском Привод обертання інструмента здійснюють
індивідуальним регульованим двигуном або двигуном обертання самої РГ.
Найпопулярніші системи
встановлення інструментів у РГ − це VDI та BMT. Приклади конструкцій цих систем наведено на рис. 3, а порівняння
у табл. 1.
|
|
|
|
Система VDI |
Система ВМТ |


Рис.3. Револьверні головки з
інструментальними державками систем VDI та ВМТ.
Таблиця 1.
|
система VDI |
система BMT |
|
Розташування
інструменту: по радіусу або паралельно осі РГ. |
Розташування
інструментів по радіусу. |
|
Регулювання співвісності інструмента: по шпонці або базовій поверхні. |
Позиціювання
інструментальної державки по 4-м напрямним, співвісність не регулюється. |
|
Кріплення
інструментальної державки клином з зубцями на хвостовику державки. |
Затиск
інструментальної державки: 4 болти. Інструментальний блок має більший діаметр
посадкового отвору, а хвостовик коротший на » 15-18%. |
|
Затискне
осьове зусилля: низьке. |
Затискне
осьове зусилля: високе. |
При
виборі параметрів РГ необхідно враховувати тип системи. Наприклад, на рис. 4
подано механічні характеристики шпинделів приводного інструменту РГ фірми Sauter
для з’єднань VDI.
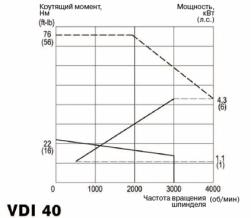
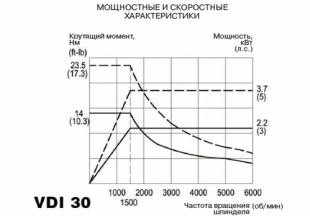
Рис.4. Механічні характеристики шпинделів
приводного інструменту РГ для з’єднань VDI (фірма Sauter [1]).
Робочі характеристики з’єднання інструменту РГ з
приводом визначаються приводним двигуном, який застосовано, кількістю обертів
інструменту, тривалістю ввімкнення, продуктивністю різання.
Фірма Sauter, наприклад,
рекомендує для РГ свого виробництва серводвигуни Siemens, тип 1FT6, а для
приводу інструментального шпинделя − двигун Fanuc, тип Alpha. Необхідно
передбачити обмеження моменту обертання з боку частотного перетворювача, який
керує двигуном [2].
Різні
фірми-виробники надають рекомендації щодо вибору конкретних типорозмірів РГ
(рис. 4…7).
Силові
схеми, подані на рис.6, супроводжуються відповідними графіками залежностей
зусиль від геометричних параметрів (в першу чергу від вильоту інструмента).
Приклад графіка подано на рис.7.
|
|
|
Навантажувальна здатність, Н×м |
|
|
F1 × R |
400 |
||
|
350 |
|||
|
160 |
|||


Рис.5. Револьверна головка типу ВТР (фірма Pragati [3]), кількість позицій – 8.
|
|
|
-Fz = Fx = 40% Fy |
-Fz = Fx = 40% Fy |
|
Поперечне граничне зусилля (+Fx ) |
Зусилля (+Fz) подачі вперед |
Зусилля (–Fz) подачі назад |
Зусилля різання |
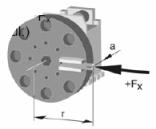
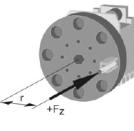
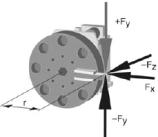

Рис.6. Силові
схеми вибору револьверної головки, рекомендовані фірмою Sauter для РГ типоряду 0.5.473.5xx [2].
|
за потужністю верстата при |
|

Рис.7. Графік
для обгрунтування вибору револьверної головки.
Графіки є дійсними для статичного навантаження.
Моменти обертання відповідають випадку
спокійного(статичного) навантаження (наприклад, свердління, нарізування
різей). За наявності ударного навантаження
(переривчасте різання, наприклад, фрезерування) треба зменшити
потужність різання Pріз до 50 % и більше без зменшення необхідної
кількості обертів nріз. Згідно з робочими характеристиками
розраховують редуктор у разі, якщо стандартний редуктор, що надається фірмою, є
непридатним.
Таблиця 2.
|
Тривалість ввімкнення привода інструменту,% |
100 |
80 |
60 |
40 |
25 |
|
Припустима відносна потужність привода Припустима відносна кількість обертів |
25 |
40 |
50 |
75 |
100 |
Позначено: Рріз, nріз – потрібна
потужність (кВт) та кількість обертів (хв-1) інструментального
шпинделя; [Р], [n] – припустимі потужність (кВт) та кількість обертів (хв-1)
згідно з каталогом.
Визначають, які потужність та кількість обертів
можуть бути використані при різанні за певної тривалості ввімкнення привода
інструменту для головки конкретного типорозміру (табл. 2, [2]). Отримаємо за
заданими значеннями Рріз та nріз певний цикл, наприклад, 2 хв. експлуатації й
3 хв. у вимкненому стані за загальної тривалості циклу роботи привода 5 хв.
Таким чином, існує значний досвід застосування
револьверних головок, але все ж вони ще недостатньо досліджені щодо вибору
силових і конструктивних параметрів конкретних РГ. З огляду на блочно-модульний
метод проектування, доцільно було б мати у широкому доступі дані з
порівняльного аналізу масо-габаритних та технічних показників револьверних головок
виробництва різних фірм, а також методику вибору конкретного вузла у
відповідності до потреб проектувальника, за можливістю узагальнену методику,
придатну для продукції різних фірм-виробників.
Література
1. SAUTER-
Werkzeug-Scheibenrevolver 0.5.480.5xx / 0.5.473.5xx.
2. Инструментальные дисковые револьверные
головки SAUTER 0.5.480.5xx / 0.5.473.5xx. Информация о продукте PI 49r.