Чорновол Д.І, студент; Пуховський Є.С., д.т.н., професор
НТУУ «Київський політехнічний інститут», м. Київ, Україна
ОПТИМІЗАЦІЯ
КОМПОНУВАЛЬНИХ РІШЕНЬ ГВС
В
статті розглянуті основні типи і принципи компонування в гнучких виробничих
системах (ГВС) і зроблено висновок щодо оцінки
та вибору найкращого варіанта компонування ГВС.
Компонування ГВС багато в чому визначав ТЕП(техніко-економічний показник) роботи, обладнання, ділянки, цеху та підприємства в
цілому. Розстановка ОТО(основного технологічного обладнання) в ГВС визначається
виробничими можливостями, обсягами продукції, яка випускається, та характером
оброблюваних деталей. Загальні компонувальні побудови обладнання визначаються
організаційно-технічними вимогами: технологічними зв'язками між ділянками та
цехами, структурою системи інструментального забезпечення ділянок та окремих модулей обробки,
технічними умовами експлуатації будівель, споруд і комунікацій.
Структурно-компонувальні рішення ГАД (гнучких автоматизованих ділянок) залежать від організаційно- технологічних
рішень у цеху, напрямку матеріальних потоків, типів застосовуваних АТЗ(автоматичних транспортних засобів) і
пристроїв їх стикування, характеру систем інструментального забезпечення та
видалення відходів виробництва.
За ознакою напрямку матеріальних потоків предметів і
засобів праці відносно зон зберігання та зон обробки можна виділити такі
основні компоновки
ГВС: радіальні, лінійні, Т-подібні, замкнені, вертикальні,
комбіновані.
За радіальним компонуванням транспортні потоки
розходяться в радіальному напрямі: від центрального накопичувана до
обладнання, розташованого навколо зони зберігання. Таке компонування зручне
для обробляючого модуля, який складається із кількох агрегатів, зосереджених
навколо стелажа з ПР(промислового
робота).
Лінійне компонування застосовується, наприклад, при
транспортуванні вантажів штабелером складу безпосередньо до верстатів,
витягнутих у лінію. Штабелер виконує роль транспортного пристрою, який і
обслуговує оклад та обробляюче обладнання. Такий вид компонування досить
поширений, оскільки верстати можуть розташовуватись по один або по обидва боки
від траси обслуговування при паралельній або перпендикулярній схемі
встановлення відносно траси.
При паралельному розташуванні верстатів уздовж траси
зручно використовувати будь-які АТЗ - підлогові та підвісні, проте деяка
розтягненість траси та збільшена у зв’язку з цим потреба в площах, підвищене
навантаження на ТС, потреба в їх додатковій кількості для транспортування до
верстата інструменту та оснащення створюють деякі ускладнення і є головний
недоліками паралельного розташування обладнання.
У разі перпендикулярного розташування обладнання до
траси досягаються більша компактність планування і, отже, менша потреба у
виробничих площах, можливість забезпечити робочі місця за допомогою одного
транспортного засобу заготовками, інструментами та оснащенням, використання для
транспортних цілей як підлогових, так і підвісних роботів. Недоліками даного
компонування є підвищене навантаження на АТЗ, наявність додаткових вимог до
виробничих площ і складність організації роботи на робочих місцях.
У разі Т-подібного компонування, траси обслуговування
верстатів перпендикулярні до трас зберігання. Такий вид компонування збільшує
гнучкість системи і сприяє нарощуванню обсягів зберігання деталей при
збільшенні масштабів випуску продукції.
У кільцевих компонуваннях траса АТЗ довільної
траєкторії замкнена. Зона зберігання розмірена уздовж ділянки траси. Таке
компонування дуже зручне при роботі на трасі кількох транспортних засобів,
оскільки дає змогу розширити зону оптимізації обслуговування виключенням
повернень і зменшенням шляхів доставки заготовок і оснащення.
Вертикальне компонування передбачає розміщення зони
зберігання та обслуговування на різних рівнях. Передача заготовок і оснащення
відбувається у вертикальній площині.
Комбіновані компонування, що об'єднують кілька видів,
забезпечують максимальну гнучкість і мінімальні транспортні переміщення у разі
різного розміщення технологічного обладнання.
Розробляючи компонування ГВС, треба враховувати всі
параметри, що впливають на побудову системи: тип оброблюваних деталей,
маршрутно- технологічні процеси виготовлення деталей, кількість і види
обладнання і робочих місць, будівельні рішення виробничих приміщень і будівель,
норми технологічного проектування.
Існує також кілька типів компонувань ГВС, що
розрізняються за експлуатаційними ознаками (рис. 1). У довільному компонуванні (рис. 1,а), кілька
верстатів у ГВС розміщують у вигляді прямокутника. Таке компонування
застосовується, якщо кількість верстатів незначна, коли кількість верстатів
більша за три, істотно ускладнюються маршрути транспортного обладнання. На рис.
1, літерами А, Б, В позначені верстати різних типів.
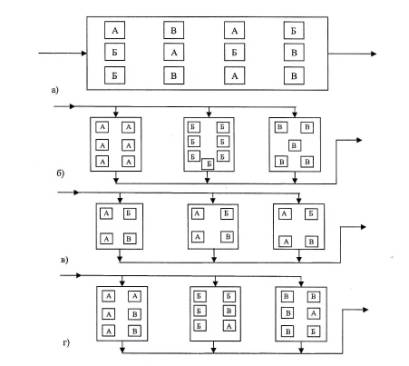
Рисунок 1 — Схеми типових компонувань ГВС, які розрізняються
за експлуатаційною ознакою.
У разі функціонального компонування (рис. 1,б),
верстати розміщуються у технологічній послідовності виконання операцій. Це компонування
найхарактерніше для ГАЛ (гнучких автоматизованих ліній) і деяких ГАД. У
разі модульного компонування (рис. 1,в), аналогічні операції виконуються
паралельно однаковими верстатами. Відмінність цього компонування полягає у можливості
резервування, що дуже важливо при зміні виробничої ситуації і виході з ладу
окремих верстатів.
У разі групового компонування - (рис.1,г), кожна група
верстатів призначена для обробки певної номенклатури заготовок. Таке
компонування найповніше реалізує принципи групової технології і дуже ефективне
у разі поетапного впровадження і нарощування потужностей ГВС.
Оцінка та вибір найкращого варіанта компонування ГВС - складна
багатофункціональна задача, для розв'язання якої використовують методику
імітаційного моделювання. При цьому мають ураховуватись раціональне
використання площ, рвучкість виробничої системи, обсяг вантажообігу матеріалів
і деталей, застосування багатоверстатного обслуговування, зручність монтажу та
ремонту обладнання, дотриман-
ня правил охорони праці та виробничої
санітарії.
Література:
1.
Є.С.Пуховський. Проектування та експлуатація
гнучких виробничих сестем металообробки - Київ, НМК ВО, 1992р. - 156с.