Субін
А., к.т.н.,
доц., Кореньков
В., к.т.н., доц., Ткач І.,студ.
НТУУ «Київський політехнічний інститут», м. Київ, Україна
МОНІТОРИНГ СТАНУ
ІНСТРУМЕНТУ НА ВЕРСТАТАХ З ЧПК
У сучасному машинобудуванні досить затребуваними стають системи моніторингу
обладнання (Machine Data Collection, MDC), які дають можливість підвищити
повноту і оперативність отримання первинних даних про виробничі процеси
(наприклад, інформацію про режими роботи обладнання, його простої, завантаження
та ін.), що загалом підвищує якість планування діяльності та управління
підприємством в цілому.
Всі ці системи використовують так звані блоки моніторингу, середня вартість
кожного знаходиться в межах від 150$ до 200$.
На певних типах виробництв можлива заміна блоку моніторингу на однопалатний
комп’ютер, який буде виконувати ті самі функції тільки за менші кошти.
|
Блок моніторингу |
Одноплатній компютер |
|
|
|
|
Ціна
150$-200$ |
Ціна
10$-50$ |


MDC-системи забезпечують збір інформації про функціонування обладнання з
ЧПК, її інтеграцію з системами верхнього рівня (MES/ERP) і дозволяють автоматизувати вирішення низки задач. Однією з таких
задач, є задача моніторингу стану різального інструменту.
Відносно велика вартість різального інструменту вимагає максимального
використання ресурсу його роботи, оскільки тільки в цьому випадку можливе
отримання економічного ефекту від його використання. В межах математичних
методів дослідження операцій – це класична задача планування постачання
підприємств. Однак її практичне використання потребує надходження в режимі
реального часу об’єктивних початкових даних.
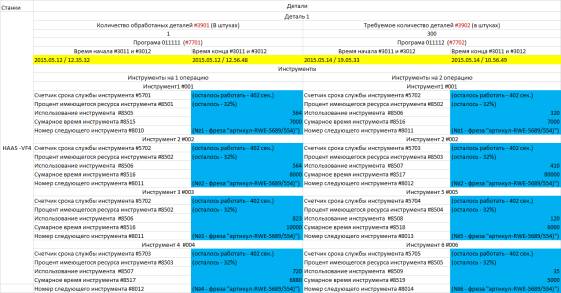
Основні параметри інструменту, які ми можемо зняти з стійки верстату ЧПК,
дають досить чіткі дані про кожен інструмент.
|
Загальні параметри: #5401 – подача інструменту. #5901 – обмеження періоду
роботи. #5801 – контроль навантаження. #5501 – загальний час роботи
інструменту. #8515 – залишок часу роботи
інструменту. #3106 – активний номер
інструмента в інструментальному магазині верстату. #5081 – поточна корекція інструменту. |
|

При моніторингу стану інструменту на верстатах з ЧПК ми не можемо
відслідкувати напряму заміну інструменту, тобто з технічної сторони прямого
коду заміни чи поломки ми не можемо прослідкувати. Але ми можемо прослідкувати
та зняти з стійки сигнали коректорів, які постійно змінює робітник, коли
проводить заміну свого робочого інструменту на новий. Коректори бувають
декількох типів: грубої та тонкої наладки.
В нашому випадку нам потрібні коректори зміщення грубого налагодження
інструменту, це від 0,1-0,4 мм.
Цим параметрам відповідають
коди:
- Коректор на вісь X - #5201
- Коректор на вісь Z - #5202
- Коректор на вісь Y - #5203
- Коректор на вісь A - #5204
- Коректор на вісь B - #5205
Та коректори, які
відповідають за інструмент:
- Корекція довжини інструменту #2001 - #2200
- Корекція на довжину за рахунок зносу інструменту #2201 - #2400
- Корекція на знос діаметра (радіуса) інструмента #2601 - #2800
Виходячи з цього переліку даних, а саме значення коректорів та системних змінних знятих з стійки в режимі реального часу. Ми отримуємо
данні про заміну інструменту на кожному верстаті в цеху, та можемо
автоматизувати планову закупівлю інструменту.
Це
можна продемонструвати на прикладі задачі, де всі
параметри зняті зі стійки в режимі реального часу опрацьовані в повноцінний
план закупівлі інструменту на партію деталей.
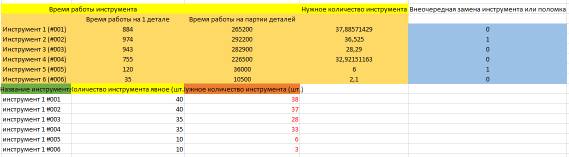
Таким
чином при знятті з стійки параметрів інструменту, та опрацювання їх на
одноплатному комп’ютері на виході ми отримуємо не тільки повну інформацію про
стан роботи верстату з ЧПК, а й готовий план закупівлі інструменту, який
автоматично відправляється в відділ закупівель.