Субин А.А.,
к.т.н., доц.
Влияние упругих деформаций при обработке концевыми фрезами
Универсальным и
целесообразным методом обработки плоскостей, пазов и уступов является
фрезерования. Указанный метод обработки является продуктивным и экономически
целесообразным в большинстве случаев построения технологического процесса, за
исключением соблюдения требований по точности и специальных параметров
поверхностного слоя обрабатываемой поверхности. Но решение по использованию
фрезерования следует принимать с учетом прогнозируемых параметров поверхности
после обработки.
Основным
критерием соблюдения точности является соблюдение нужных размеров поверхностей
с учетом предельных отклонений. Главным фактором влияния на точность размеров
является упругие деформации при фрезеровании в системе
инструмент-заготовка-станок. При фрезеровании концевым инструментом главным
фактором, влияющим на размер и характер упругих деформации, является отжим
фрезы от заготовки под действием возникающих сил резания. Вследствие
несущественного характера влияния жесткости станка и инструментальной оснастки
(которая удерживает заготовку), опустим эти факторы при исследовании.
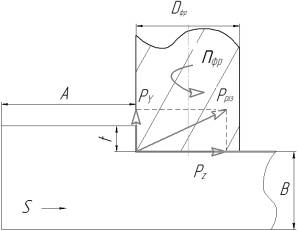
Рис 1. Параметры
фрезерования и схема возникающих сил резания
При
фрезеровании концевой фрезой возникают радиальная Py и окружная Pz
силы резания (рис.1), значения которых определяются в соответствии с известными
зависимостями:
![]() ,
,
![]() ,
,
где: D
– диаметр фрезы; t – величина припуска;
sz – подача на зуб фрезы; СPy, CPy, q4,
q5, y4, y5,
z4, z5 – коэффициенты пропорциональности и показатели
степени, определяемые по таблицам; KmP,
KHBP, KzP, KBP
– поправочные коэффициенты, учитывающие группу обрабатываемого материала,
твердость обрабатываемого материала, количество зубьев фрезы, ширина фрезерования.
Под действием сил резания концевая фреза
отклоняется от своего первоначального положения в пространстве, что вызывает
изменения фрезеруемых размеров заготовки А´ і В´ (рис.2).
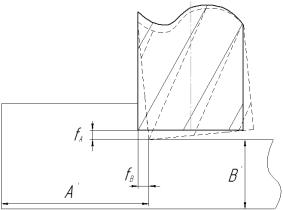
Рис 2. Влияние
сир резания на размеры при фрезеровании
При этом определение отклонения
под действием сил резания проводят в соответствии с зависимостями сопротивления
материалов для консольно закрепленной балки:
![]() ,
,
где l – длина вылета
фрезы;E – модуль упругости материала
фрезы;J – момент инерции сечения
фрезы.
Определим параметры резания, силы и
отклонения для реального процесса фрезерования. Для обработки выступа заготовки
из алюминия Д16 (20Д16), размеры под фрезерования А=60 IT8
мм, В=30 ІТ8 мм, t=5мм; выбираем фрезу CoroMill® 316 компании Sandvik
Coromant, число зубьев z = 3,
материал инструмента - твердый сплав, конструкция - рекомендованная
производителем [1]. При выборе режимов резания ориентируемся на известные
табличные значения для данных параметров [2], принятый алгоритм определения
режимов с учетом влияния нежестких режущих инструментов [3] и рекомендаций
производителя предоставленных с помощью определения режимов CoroGuide 2.0 [1].
Таблица
1. Исходные данные и
результаты расчетов
|
|
Расчетные
данные [3] |
Табличные
данные [2] |
CoroGuide
2.0 [1] |
|
|
Исходные данные |
v=210м/мин |
v=350м/мин |
v=210м/мин |
|
|
Силы резания |
Pz |
423 H |
567
H |
810
H |
|
Py |
1547
H |
2117H |
2753
H |
|
|
Упругие
отклонения |
fz |
1,64
мм |
2,25
мм |
2,93
мм |
|
fy |
0.45
мм |
0,6
мм |
0,86
мм |
|
С увеличением режимов резания растет
значения отклонений. Для обеспечения требуемой точности необходимо подобрать
режимы резания таким образом, чтобы деформации были меньше граничных отклонений размеров. Для этого предлагается внести изменения в режимы резания, а
именно уменьшить подачу и глубину резания. Необходимо установить подачу в
пределах sz=0,083 мм/зуб, уменьшить глубину резания до t=2,5мм,
обработать поверхность в 2 прохода. Все остальные значения можно оставить без
изменений.
Література
1. http://www.sandvik.coromant.com/
2. Режимы резания
металловЖ Справочник / Ю.В. Барановский, Л.А. Брахман,
А.И. Гдалевич и др. – М.: НИИТАвтопром, 1995 – 456 с.
3. Даниленко Б.Д.,
Зубков Н.Н. Выбор режимов резания (продольное точение, свер- ление спиральными
сверлами, фрезерование концевыми фреза- ми): Учеб. пособие / Под ред. В.С.
Булошникова. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. — 52 с.: ил.