Технические
науки
Аспирант Явдык Вита Викторовна
Винницкий национальный аграрный университет, Украина
УСОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРОИЗВОДСТВА ТРУБЧАТЫХ ИЗДЕЛИЙ С ДНИЩЕМ И ГОРЛОВИНОЙ ШТАМПОВЫМ ОБКАТЫВАНИЕМ
Ключевые слова: Штамповое обкатывание, цилиндрический
валок,
трубчатые изделия, днища, горловины.
Штамповка
заготовок обкатыванием (ШО) относится к нестационарным ротационным процессом с
локальным очагом деформации. При ШО основное силовое усилие деформирующими
валками осуществляют в осевом или
наклонном к торцу заготовки направлении [1]. Заготовке придают вращательное
движение. При этом, при каждом обороте заготовка деформируется. Локализация
пластической зоны позволяет уменьшить при раскатке усилия деформирования.
Для
получения сложных профилированных заготовок при благоприятном напряженно-деформированном
состоянии важным является умение управлять направлением течения материала путем
изменения формы инструмента и его положения. На сегодня данные вопросы
исследованы недостаточно.
Трубчатые
детали с днищами и горловинами, к которым относятся ролики конвейеров, разнообразные
баллоны, гильзы и др. нашли широкое использование в АПК. Такие изделия
изготавливают, в основном, методами обработки давлением. При этом используют
операции вытяжки, обжатия, раздачи и применяя при необходимости электросварку.
К наиболее эффективным относится способ производства осесимметричных изделий из
труб ротационным обкатываемым инструментом трения, при котором неподвижный
инструмент движется вдоль оси вращения заготовки или перпендикулярно к ней [2].
Недостатком
этого метода является то, что при использовании жесткого инструмента или ролика
с осью вращения параллельной оси заготовки, кинематика деформирования и трения
на контактной поверхности не являются благоприятными. Поэтому для обеспечения
устойчивого формоизменения процесс предусматривает обязательное нагревание с
выбором режимов нагрева участка заготовки, подлежащего обработке штамповки обкатыванием.
Необходимость нагрева усложняет процесс производства, вносит дополнительные
расходы, уменьшает устойчивость инструмента и заготовки, а также ухудшает
качество изделий.
Целью
исследования является расширение технологических
возможностей, номенклатуры и качества производимых изделий.
Поставленная
цель была достигнута путем использования процесса штамповки обкатыванием (ШО)
для производства деталей с днищами и горловинами.
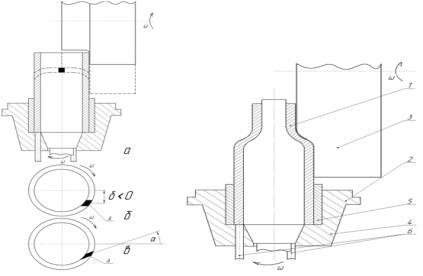
При
ШО трубных заготовок цилиндрическим валком направление
течения материала заготовки зависит преимущественно от величины и
направления смещения оси валка от оси поперечного сечения заготовки d, по отношению к направлению вращения
заготовки [3]. При смещении валка в отрицательном направлении (![]() ) (рис. 1), наблюдается течение металла в центр заготовки,
что способствует формированию днищ и горловин. С увеличением величины смещения
увеличивается угол между векторами скорости точек контактной поверхности
заготовки и валка и усиливается интенсивность течения металла в соответствующем
направлении.
) (рис. 1), наблюдается течение металла в центр заготовки,
что способствует формированию днищ и горловин. С увеличением величины смещения
увеличивается угол между векторами скорости точек контактной поверхности
заготовки и валка и усиливается интенсивность течения металла в соответствующем
направлении.
Формированию
днищ и горловин при ШО способствует также размещение цилиндрического валка с
поворотом его оси до оси поперечного сечения заготовки на угол в направлении,
противоположном направлению вращения заготовки
(рис. 1, 2).
|
|
|
|
Рис. 1. Схема формирования |
Рис. 2. Схема формирования |
Размещение
оси валка под углом к оси поперечного сечения заготовки в направлении,
противоположном направлению ее вращения и смещения положения оси валка по отношению
к оси поперечного сечения заготовки на величину, в направлении противоположном
пятну контакта, позволяет управлять интенсивностью течения металла в центр заготовки,
а подача валка вдоль заготовки обеспечивает высокую жесткость обкатывающего
блока и позволяет осуществлять калибровку заготовки на оправке.
Технологический
процесс производства трубных деталей с горловинами и днищами обеспечивает
расширение технологических возможностей, номенклатуры и качества выпускаемых
изделий.
Литература
1.
Матвийчук В. А.
Совершенствование процессов локальной ротационной обработки давлением на основе
анализа деформируемости металлов: Монография/ В. А. Матвийчук,
И. С. Алиев.– Краматорск: ДГМА, 2009.– 268 с.
2. Капорович В. Г. Производство деталей из труб обкаткой/
В. Г. Капорович. –М. Машиностроение, 1978. – 134 с.
3. Матвийчук В. А. Совершенствование
процессов локальной ротационной обработки давлением на основе анализа
деформируемости металлов: Монография / В. А. Матвийчук,
И. С. Алиев. – Краматорск: ДГМА,
2009. – 268 с.