Технические науки/ 8.Обработка материалов в машиностроении.
Паутов А.В., д.т.н.
Наумов А.Г.
Ивановский
государственный университет (ИвГУ), Россия
Экспериментальное
исследование влияния наночастиц
трисульфида молибдена в качестве модификатора трения к углеводородным
смазочным материалам на операциях свободного резания.
Современный уровень развития техники, предъявляет достаточно
жесткие требования к смазочно-охлаждающим технологическим средствам СОТС,
важнейшим из которых является повышение смазочной способности режущих масел,
т.е. уменьшение трения и износа режущего инструмента о заготовку. Повышение
эффективности действия режущих масел достигается введением в их состав присадок
различного функционального назначения.
Среди присадок, влияющих на процессы трения и износа,
наиболее эффективными и широко распространенными являются серосодержащие
соединения молибдена, так называемые модификаторы трения, диалкилдитиофосфаты и
диалкилдитиокарбаматы молибдена. Синтез этих комплексов достаточно сложен,
трудно воспроизводим и основан на использовании в качестве исходных реагентов
токсичных соединений ( ) [1]. Поскольку синтезировать дисульфид молибдена
химическим путем в мягких условиях трудно, был осуществлен синтез наночастиц
трисульфида молибдена путем разложения тримолибдата аммония. Это соединение,
как известно, при повышенных температурах легко разлагается на дисульфид молибдена
и серу. Можно было полагать, что эта реакция будет протекать и в зоне контакта
трущихся поверхностей, обеспечивая необходимый трибологический эффект. [1]
) [1]. Поскольку синтезировать дисульфид молибдена
химическим путем в мягких условиях трудно, был осуществлен синтез наночастиц
трисульфида молибдена путем разложения тримолибдата аммония. Это соединение,
как известно, при повышенных температурах легко разлагается на дисульфид молибдена
и серу. Можно было полагать, что эта реакция будет протекать и в зоне контакта
трущихся поверхностей, обеспечивая необходимый трибологический эффект. [1]
Для исследований в качестве основы СОЖ было выбрано
индустриальное масло И-40А (ГОСТ 20799-88). В составе данного масла изначально
отсутствуют какие либо присадки, поэтому триботехнические эффекты, связанные с
введением изучаемых химических групп, не искажаются под влиянием иных присадок.
Для приготовления СОЖ применялся метод ультразвуковой кавитации
на частоте 22 кГц в течение 20 минут. Концентрации выбраны согласно [2].
Наночастицы трисульфида молибдена образуют растворимую и устойчивую дисперсию в
минеральных смазочных маслах, благодаря модификации их поверхности. В качестве
модификатора поверхности использовано производное сукцинимида, которое так же
применяют в качестве моюще-диспергирующей присадки к маслам. [4]
Для оценки эффективности приготовленных СОЖ были проведены
эксперименты по исследованию корней стружек
и глубины деформированного слоя после обработки резанием. Корни стружек
были получены методом падающего резца. Использование резца такой конструкции
позволяет добиться условия полной быстрой остановки процесса резания. Режущий
инструмент был изготовлен из быстрорежущей стали Р18, в качестве
обрабатываемого материала использовалась сталь 45. Свободное резание
происходило при следующих параметрах: V= 0,5 м/с., S= 0,1 мм/об. Металлографические исследования
были выполнены при помощи микроскопа Meiji Techno
IM7200 и рограммного комплекса Thixomet Prо.
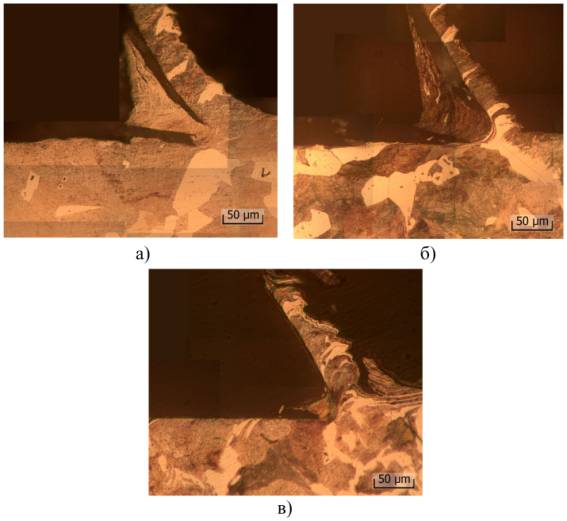
Рис.1. Корни стружки при свободном точении стали
45 резцом из быстрорежущей стали Р18 (V= 0,5 м/с., S= 0,1 мм/об.) а) - резание на воздухе; б) -
резание с использованием масла И-40А; в) - резание с использованием присадки
наноразмерных частиц молибдена.
В процессе обработки стали 45 наибольшая величина вторичных деформаций
(8-10 мкм) была зафиксирована при резании «всухую» (рис. 1а). При использовании
масла с присадкой наночастиц молибдена величина вторичных деформаций снизилась
до 3-5 мкм. (рис.1в). Об
адгезионном взаимодействии материала с режущим инструментом можно судить также
по обработанной поверхности. Наличие
вырванных зерен и сдвигов, рваного профиля поверхности говорит о высокой адгезии,
сопровождающей процесс отделения стружки. Например, на поверхности стали 45 при
резании «всухую» можно было наблюдать области с большим количеством дефектов
поверхности (рис. 1.а).
В зоне первичной деформации от вершины резца до поверхности
образца происходит интенсивный сдвиг в узкой области. Идеальное представление
этой зоны (плоскости первичного сдвига) описывается углом сдвига β. Чем меньше величина β, тем длиннее плоскость сдвига,
выше силы резания и значительнее энергозатраты на стужкообразование. Высокая
величина силы трения между стружкой и резцом снижает угол β, при этом
плоскость сдвига располагается дальше от режущей кромки, делая резание более затруднительным
[3].
Были получены следующие значения угла сдвига для стали 45:
наименьшее значение при резании всухую – β
= 33°, наибольшее значение угла с
присадкой ![]() β = 46°. При обработке в среде И-40А β = 35°.
β = 46°. При обработке в среде И-40А β = 35°.
Следовательно, использование наночастиц трисульфида молибдена в качестве
трибоактивной присадки к смазочным материалам на операциях свободного резания,
является эффективным способом снижения сил адгезионного взаимодействия между
обрабатываемым материалом и быстрорежущим инструментом, что ведет к повышению
работоспособности последнего.
Величина деформированного слоя определялась по
распределению твердости с поверхности вглубь материала. В процессе обработки при
проникновении инструмента в заготовку и разрыве металла на обработанной
поверхности возникает дефектный слой (наклеп), твердость которого отлична от твердости матричного металла.
Изучение распределения твердости вглубь металла
производили методом определения микротвердости (ГОСТ 9450−76). По данному
методу можно оценить твердость отдельных фаз или структурных составляющих
сплавов, а также разницу в твердости отдельных участков этих составляющих.
Измерения проводили при помощи автоматического твердомера FM-800, микроскопа MeiJi 7200 и программного комплекса Thixomet Pro.
а)
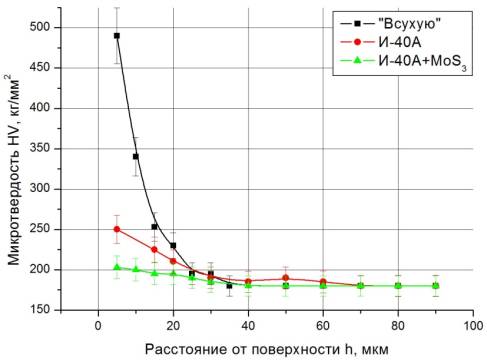
Рис.2. Зависимость распределения
микротвердости от глубины деформированного слоя для Стали 45.
Кривые изменения твердости по глубине для стали
45 представлены на рис.2. Как и
предполагалось, микротвердость имеет максимальное значение на поверхности и при
движении вглубь образца она плавно понижается до значения микротвердости
матричного металла.
Использование СОЖей практически не влияет на
глубину деформированного слоя образцов, однако, существенно снижает значения
микротвердости на глубине до 40 мкм. Этот результат хорошо согласуется с результатом
по исследованию вторичной деформации, где при использовании присадки ![]() были также получены
наименьшие значения глубины деформаций.
были также получены
наименьшие значения глубины деформаций.
Таким
образом установлено, что наночастицы ![]() являются
эффективной присадкой к улеводородным смазочным материалам в условиях
свободного резания. Зафиксировано снижение микротвердости обработанной
поверхности, уменьшение зон вторичной деформации и увеличение углов сдвига, что свидетельствует об уменьшении
адгезионного взаимодействия между резцом и обрабатываемым материалом.
Эффективность присадки может объясняться как удалением модификатора с
поверхности частиц
являются
эффективной присадкой к улеводородным смазочным материалам в условиях
свободного резания. Зафиксировано снижение микротвердости обработанной
поверхности, уменьшение зон вторичной деформации и увеличение углов сдвига, что свидетельствует об уменьшении
адгезионного взаимодействия между резцом и обрабатываемым материалом.
Эффективность присадки может объясняться как удалением модификатора с
поверхности частиц ![]() , под воздействием температур в зоне контакта, так и
образованием из дисульфида молибдена дисульфидного производного, который и
обеспечивает антифрикционные свойства.
, под воздействием температур в зоне контакта, так и
образованием из дисульфида молибдена дисульфидного производного, который и
обеспечивает антифрикционные свойства.
Литература:
1. Паренаго О.П.,
Бакунин В.Н., Кузьмина Г.Н. Наноразмерные структуры в углеводородных смазочных
матриалах. Рос. Хим., 2003, т. XLVII, №2, с. 45-50.
2. Паутов А.В., Наумов А.Г. Повышение стойкости быстрорежущего
инструмента, путем модификации СОЖ трибоактивными группами сульфидной,
дитиофосфорной и трихлорметильной. Сборник
материалов / Под ред. М.Ю. Колобова, С.А. Никитиной, В.В. Киселева; Иван. гос.
хим.-технол. ун-т; Иван. ин-т. ГПС МЧС РФ. – Иваново, 2014.
3. Курапов К.В Повышение работоспособности быстрорежущего
инструмента путем применения охлажденного ионизированного воздуха: дисс… канд.
техн. наук: 05.02.07. / Курапов Константин Викторович. – Иваново, 2011. 152 с.
4. Терехин Д.В.
Физико-химические характеристики и трибологические свойства наночастиц
трисульфида молибдена, полученные термолизом серосодержащих соединений.
автореф. дис… канд. техн. наук/ Терехин Д.В. – Москва: ИНХС РАН, 2012.- 22с.