УДК 621.75
Асcади Амин, магистрант, Кореньков В.Н., к.т.н., доц.
Национальный технический университет Украины «КПИ», Украина
Сравнительный анализ
стратегий 4-х координатной обработки
поверхностей на
станках с ЧПУ
Коленный сустав является одним из самых сложных сочленений человеческого организма. На сегодняшний день в хирургии замена коленного сустава искусственным выполняется массово. Поэтому актуальной является проблема его изготовления.
Изначально, материалами для изготовления искусственных коленных суставов являются:
·
титановые сплав (Ti6Al4V) - легкий, прочный и полностью биологически совместимый, титан один из
немногих материалов, которые не отторгаются человеческим организмом;
·
техническая керамика
·
синтетические материалы (например, UHMWPE).
Большинство заготовок из данных материалов невозможно получить по форме максимально приближенной к готовому изделию. По этой причине применяют на промежуточных и окончательных стадиях механическую обработку - резанием либо шлифованием.
Особенно важной и достаточно сложной является задача получения формообразующей поверхности деталей из титановых сплавов. На сегодняшний день такую обработку выполняют на 4-х и 5-координатных станках с ЧПУ с использованием соответствующих стратегий обработки. Задачей, поставленной в данной статье, является обзор и сравнение возможностей различных САМ-систем.
Исходные данные для изготовления получают с помощью
СТ-сканера, с последующей обработкой изображения (рис.1). В конечном итоге, оригинальное изображение
рентгена преобразуется в облако точек, по которому, собственно и строиться 3D модель в одной из современных САD-систем.
Рис.1. Получение 3D модели рабочей поверхности
Касательно заготовок, то
они в силу ограничений, накладываемых на структуру материала, не могут быть
получены традиционными способами (например, точным литьем под давлением) и, как
следствие, имеют достаточно простую форму (рис.2).


Рис. 2. Модели заготовок
Выполнение работы заключалось в:
· получении поверхности из облака точек в текстовом файле (*.txt) – исходная информация является массивом данных, содержащих координаты точек (X,Y,Z).
· сглаживании поверхности (интерполяция сплайнами).
· генерировании траектории движения инструмента, выполнении проверок и оптимизации (рис.3).
·
получении G-code.



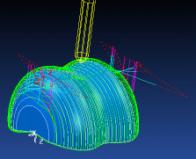
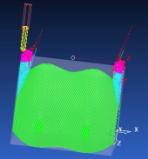
Рис.4. Последовательность
действие для получение управляющей пограммы в Powermill
(выбор стратегии, параметров инструмента,
параметров траектории, визуализация)
Для сравнения стратегий обработки были выбраны две
САМ-системы: Powermill и Mastercam X3, которые прогнозируют время обработки
одной и той же поверхности при равных параметрах обработки 15,3мин. и 13,1мин
соответственно.
После моделирования обработки был выполнен анализ
отклонений формы обработанной поверхности и исходной модели, результаты
которого представлены на рис.5.

Рис. 5. Прогнозирование
отклонений формы обрабатываемой поверхности
относительно исходной
модели