УДК
687.053.72.002.54
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ОРИЕНТИРОВАНИЯ ДЕТАЛИ
Баубеков С.Д., Таукебаева К.С., Таукебаева К.С. – ТИГУ,
г. Тараз, Казахстан
Разработан новый способ и устройство для его
реализации [1,2]. В отличие от аналогов, здесь программой для работы устройства
является контур детали (а не наоборот). В зависимости от модуля и размера кривизны контуров рабочие инструменты
совершают перемещения либо отставая или опережая друг друга. В результате
обеспечивается постоянный контакт края детали с ограничительным упором. Здесь,
интервал времени, соответствующий выполнению одного стежка, с точки зрения
движения детали делится на два этапа: на первом этапе игла находится в
материале детали и при этом осуществляется перемещение и ориентирование детали
иглой и роликами; на втором этапе игла находится вне материала детали и
осуществляется перемещение детали только роликами. Поэтому и анализ результатов
эксперимента проведем последовательно применительно к указанным двум этапам. Методика проведения эксперимента приведена
в работе [3].
1 – этап.
Независимо от знака и величины кривизны контура детали нормальное протекание
этого этапа, рис.1, согласно условию ![]() , (
, (![]() - возможный угол поворота детали устойством,
- возможный угол поворота детали устойством, ![]() - необходимый угол поворота детали), осуществляется
при достижении контакта детали с упором
до окончания этапа, однако в
зависимости от знака кривизны этап протекает по разному:
- необходимый угол поворота детали), осуществляется
при достижении контакта детали с упором
до окончания этапа, однако в
зависимости от знака кривизны этап протекает по разному:
а) в случае “выпуклой” кривизны начало этапа характеризуется отсутствием контакта детали с упором, причем
этот контакт восстанавливается в
течение 1-этапа (см. рис. 2);
б) в случае отсутствия кривизны контакт детали с упором
сохраняется и усилие прижима края
детали к упору остается практически постоянным в течение всего этапа, причем
начало этапа также сопровождается “довыпрямлением” детали (см. рис.2);
в) в случае “вогнутой” кривизны края детали с упором также сохраняется,
но условие прижима детали к упору с течением
време6ни растет. Очевидно, в этом случае деталь перемещается не
прямолинейно, а осуществляется ее “пассивное” ориентирование в момент, когда ![]() , где
, где ![]() - реакция между упором и краем детали;
- реакция между упором и краем детали; ![]() - нормальное давление роиков на материал;
- нормальное давление роиков на материал; ![]() - коэффициент трения между материалои и роликами. Этот
этап носит автоколебательный характер, параметры которого зависят
от вязкоупругих свойств кожи, величины
- коэффициент трения между материалои и роликами. Этот
этап носит автоколебательный характер, параметры которого зависят
от вязкоупругих свойств кожи, величины
![]() и величины предварительной
затяжки пружин фрикционов.
и величины предварительной
затяжки пружин фрикционов.
Во всех трех случаях усилие прижима детали к
упору определяется усилием, передаваемым прижимным роликом на деталь в вертикальном
направлении и усилием затяжки
пружин фрикциона.
При
выполнении условия (![]() ), где
), где ![]() - сила трения между
материалом и роликами, деталь может проскальзывать под роликами в поперечном
направлении. Если момент силы действия
упора на деталь относительно оси иглы
больше, чем крутящий момент роликов
- сила трения между
материалом и роликами, деталь может проскальзывать под роликами в поперечном
направлении. Если момент силы действия
упора на деталь относительно оси иглы
больше, чем крутящий момент роликов
(![]() ) (где h1 –плечо,
расстояние от иглы до точек
соприкосновения роликов детали;
) (где h1 –плечо,
расстояние от иглы до точек
соприкосновения роликов детали; ![]() - сила перемещения материала роликами;
- сила перемещения материала роликами; ![]() - радиус ролика), то происходит проскальзывание во фрикционах привода роликов относительно
приводных валов. Очевидно, что чем меньше крутящий момент роликов, тем меньше
величина смятия края детали и изгибная
нагрузка на иглу.
- радиус ролика), то происходит проскальзывание во фрикционах привода роликов относительно
приводных валов. Очевидно, что чем меньше крутящий момент роликов, тем меньше
величина смятия края детали и изгибная
нагрузка на иглу.
Рисунок 1 49.
а – схема взаимодействия ФТОУ с материалом, б – расчетная схема.
где а - расстояние от края детали до середины иглы, что соответствует эквидистантности строчки относительно края детали (см.рисунок 49.б);
ρ - величина кривизны края детали;
α –
угол, определяющий расположение упора относительно ориентирующих инструментов
(С- ролики, В- игла);
φ - угол трения края детали об упор А;
в - расстояние между инструментами В и С;
Мс- момент сопротивления
перемещению деталей роликами;
ω -
угловая скорость детали при ее ориентации;
h2, h1 –плечи, расстояние от иглы до упора и до точек
соприкосновения роликов детали;
RB - реакции отклоняющей иглы, Fa - силы трения между краем детали
и упором;
![]() - реакция между
материалом и роликами.
- реакция между
материалом и роликами.
В случае
невыполнение упомянутых условий
происходит поворот детали и после появления контакта детали с упором,
что приводит к увлечению нормального давления детали
на упор.
Так как, деталь совершает одновременно и поступательное
перемещение относительно упора,
увеличиваются сила трения между
деталью и упором FA и величина
упруго-вязкой деформации края детали.
Когда реакция сил RA достигает величины больше, чем усилия прижима детали роликами FС и
величины силы сжатья
пружин фрикционной передачи ТС, то происходит “выпрямление” участка, т.е. автоколебание детали. Подобные
случаи в технике встречаются и изучению их характера посвящена работа [3], где
рассматривается процесс перемещения
плоских тел при наличии сухого трения. В этих работах
дается объяснение явления так называемого «скачка», установлены аналитические
зависимости, определяющие амплитуду, частоту колебаний от характера упругой
системы и внешних сил, действующие на систему ФТОУ.
В нашем случае в результате автоколебаний деталь
поворачивается в противоположную ориентирующему повороту сторону на угол η2, проскальзывая под
ролики, или ролики проскальзываются относительно приводных валов.
II –
этап.
Здесь происходит линейное перемещение детали роликами,
однако характер ее взаимодействия с упором зависит от величины и знака кривизны
обрабатываемого контура детали.
а) в случае «выпуклой»
кривизны, этот этап характеризуется потерей контакта между краем детали и
упором, причем, чем меньше радиус кривизны, тем большим будет расстояние между
краем детали и упором по окончании этого этапа. Отметим, что в начале этапа
осуществляется «довыпрямление» детали, связанное с наличием начальной
деформации края детали;
б) в случае отсутствия
кривизны контура, контакт детали с упором сохраняется и усилие прижима края
детали к упору остается практически постоянным в течение всего этапа, причем
начало этапа также сопровождается «довыпрямлением» края детали;
в) в случае «вогнутой»
кривизны контура, контакт края детали с упором также сохраняется, но усилие
прижима детали к упору с течением времени растет. Очевидно, в этом случае
деталь перемещается не прямолинейно, а осуществляется ее «пассивное»
ориентирование в момент, когда ![]() . Этот процесс носит автоколебательный характер, параметры
которого зависят от вязко-упругих свойств материала детали, величины
. Этот процесс носит автоколебательный характер, параметры
которого зависят от вязко-упругих свойств материала детали, величины ![]() и величины
предварительной затяжки пружин фрикционов.
и величины
предварительной затяжки пружин фрикционов.
Результаты
замеров угловых и линейных перемещении занесены в таблица 4. Замерялись углы
η1 – между линией нормали, проведенной в определенной точке
контура детали, рисунок 2 в начале перемещения (черная линия), и той же линией
в конце перемещения детали с участием иглы и роликов (красная линия). Этот этап
перемещения фиксировался 11 кадрами киносъемки. В момент выхода иглы из
материала (9 кадр сначала перемещения) наблюдались автоколебания детали с участием
иглы и роликов (красная линия). Этот
этап перемещения фиксировался 11 кадрами киносъемками. В момент выхода иглы из материала (9 кадров с начала
перемещения) наблюдались автоколебания детали, что на рисунке 67 отмечено оранжевой линией. Угол ![]() между оранжевой и красной линией определяет амплитуду
автоколебания.
между оранжевой и красной линией определяет амплитуду
автоколебания.
Во
втором этапе вначале происходит поворот детали по часовой стрелке
- “довыпрямление” (бордовая линия),
затем она перемещается поступательно
–синяя линия. Угол между красной и бордовой линией является углом “довыпрямление”![]() , расстояние между
синей и бордовой линией является перемещением t детали роликами.
, расстояние между
синей и бордовой линией является перемещением t детали роликами.
Анализируя данные таблицы (таблицы не приведены) и
рис. 2, можно отметить, что :
- в случае
а) /деталь (в), участки ![]() и
и ![]() деталей (а и б) на
рис. 2/: деталь на первом этапе осуществляет ориентирующий поворот на
деталей (а и б) на
рис. 2/: деталь на первом этапе осуществляет ориентирующий поворот на
![]() , что приводит к
снятию края, затем за счет упругости материала происходит поворот
в обратную сторону (
, что приводит к
снятию края, затем за счет упругости материала происходит поворот
в обратную сторону (![]() ), после выхода иглы из материала происходит “довыпрямление” края детали
(
), после выхода иглы из материала происходит “довыпрямление” края детали
(![]() ) и ее
перемещение (t = 2мм);
) и ее
перемещение (t = 2мм);
-
случае (б)/ участки
![]() и
и ![]() детали б на рис. 3/ : на
первом этапе деталь осуществляется ориентирующий поворот против часовой стрелки на
детали б на рис. 3/ : на
первом этапе деталь осуществляется ориентирующий поворот против часовой стрелки на ![]() за счет деформации ее
края, далее происходит автоколебательный обратный поворот
за счет деформации ее
края, далее происходит автоколебательный обратный поворот ![]() , а на втором этапе “довыпрямление”-
, а на втором этапе “довыпрямление”-![]() и перемещение поступательно t = 1,5 мм ;
и перемещение поступательно t = 1,5 мм ;
-
в случае (в)/ участки
участки ![]() и
и ![]() и детали (а) на рис.е 4/: в начале первого этапа
деталь осуществляет ориентирующий поворот часавой стрелке в основном за счет упруго-вязкой деформации на
и детали (а) на рис.е 4/: в начале первого этапа
деталь осуществляет ориентирующий поворот часавой стрелке в основном за счет упруго-вязкой деформации на ![]() , далее на протяжении обоих этапов происходят автоколебания с
более высокой амплитудой и частотой по
сравнению со случаями (а и б)
, далее на протяжении обоих этапов происходят автоколебания с
более высокой амплитудой и частотой по
сравнению со случаями (а и б) ![]() ,
, ![]() и линейное
перемещение t = 1,1 мм.
и линейное
перемещение t = 1,1 мм.
Анализ
приведенных перемещений показывает, что с изменением величины и знака кривизны
края детали (при неизменных величинах RA и α ) величина поворота «выпуклого»
края по сравнению с «прямым» и «вогнутым» больше соответственно на 10 –2,10. Амплитуда
автоколебаний «вогнутого» края по сравнени с «прямым» и «выпуклым» больше
соответственно на 0,70 и 1,40
. «Довыпрямление» «выпуклого» края по сравнению с «прямым» и вогнутым меньше соответственно на 0,80 и 20. Линейное перемещение «выпуклого» края по
сравнению с «прямым» и «вогнутым» больше соответственно на 0,5 мм и
0,9 мм.
Приведенные величины угловых
и линейных перемещений зависят от величины факторов RB и α (при неизменной
величине кривизны края детали). В зависимости от величин варьируемых факторов
согласно матрице (таблица неприведена) в одном цикле
автоколебания могут наступать несколько раз, в случаях (б, в).
Итак, результаты
исследования показывают, что в процессе автоматизированного ориентирования
детали, имеет место явлению «автоколебания» детали. Необходимо при изучении
динамики процесса ориентирования, учитывать влияния этого явления на качество
выполнения технологической операций сборки заготовок изделия.
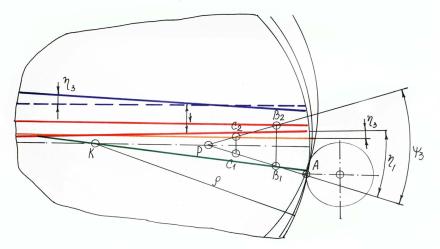
Рисунок 2 - К
исследованию ориентации выпуклого
контура.
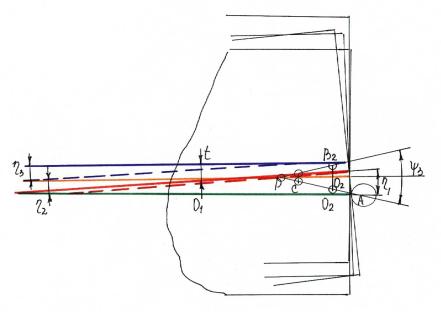 Рисунок 3 - К исследованию ориентации прямого контура.
Рисунок 3 - К исследованию ориентации прямого контура.
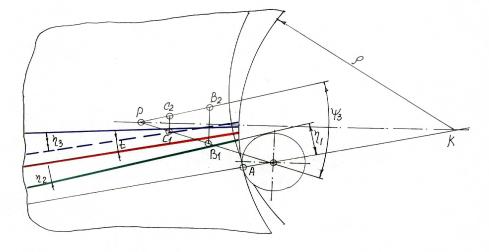
Рисунок 4 - К исследованию ориентации вогнутого контура.
Использованная литература
1. Баубеков С.Д., Таукебаева К.С., Казахбаев
С.З.Устройство
для контурной обработки изделия легкой промышленности Патент РК №23217 от 15.11.2010. НПВ РК., опубл. от 27.04.2010, г.Алматы. Бюл. №
12. – 4
2. Баубеков С.Д., Таукебаева К.С., Казахбаев
С.З.Способ
принудидельной сборки заготовок при из контурной обработке Патент РК №23216 от 15.11.2010. НПВ РК., опубл.
от 27.04.2010, г.Алматы. Бюл. № 12. - 4 с:
3. Баубеков С.Д. Моделирование эффективных средств для автоматизированной контурной
обработки деталей. (Монография) - М.: Деп. в
Всероссиский научно-исследовательский институт при Академии наук
Российской Федерации, 2007. - 247 стр.
Аннотация
Приводится результаты синтеза нового механизма
иглы, швейных автоматов модернизированных на базе машин 330, 430 кл. Здесь
механизм иглы участвует в процессе ориентирования контура детали, опережая или отставая
от транспортирующих роликов в зависимости от модуля и величины кривизны
обрабатываемого контура детали. В процессе, контур детали является программой
для работы механизма ориентирования. Результаты можно использовать при выбора
рациональных параметров нового механизма иглы.
The
summary
It is resulted results of synthesis of the new
mechanism of a needle, sewing automatic machines modernized on the basis of
cars 330, 430 кл. Here the needle mechanism participates in process of
orientation of a contour of a detail, advancing or lagging behind transporting
rollers depending on the module and size of curvature of a processed contour of
a detail. In process, the detail contour is the program for work of the
mechanism of orientation. Results can be used at a choice of rational
parameters of the new mechanism of a needle.
Сведение об авторов:
Баубеков Сабит
Джумабаевич, д.т.н., профессор, проректор, Таразский гуманитарно – инновационный университет, адр. 080011, Жамбылская область, г. Тараз, ул. 3-ий переулок
Красина, 6/1, тел. раб. 8(7262) 42- 60 – 26, сот. 87003246463.
Таукебаева Кунсулу
Сатхановна, соискатель, №53 школа, адр.
080011, Жамбылская область, г.Тараз, ул. 3-ий переулок Красина, 6/1, тел. дом.
42- 54- 82.
Таукебаева Тураркуль
Джумабаевна, соискатель, №53
школа, учитель технологии,
адр. 080011,
Жамбылская область г.Тараз, 12 м-р.