Раздел : Технические науки. Металлургия. Прокатка
листа
к.т.н. Максимов Е.А. maksimov50@mail.ru
Южноуральский государственный университет(ЮуРГу)
ИССЛЕДОВАНИЕ ДАВЛЕНИЙ И НАТЯЖЕНИЙ ПРИ ХОЛОДНОЙ ПРОКАТКЕ ПОЛОС С
КИНЕМАТИЧЕСКОЙ АСИММЕТРИЕЙ ВАЛКОВ
Максимов
Е.А.
The summary
Dependences for definition of
pressure and a tension of the ends of a strip are presented at cold sheet a
rolling. Dependences for calculation of pressure allow to consider: hardening
of a strip, specific forces of friction, kinematic asymmetry of the center of
deformation, a tension of the ends of a strip.
Pressure decrease of metal on
are shaky, promotes the savings power resource, to increase of productivity of
the rolling equipment, improvement of quality of strips, decrease in metal
consumption of the equipment.
Keywords: asymmetrical cold
a rolling, pressure, a tension of the ends of a strip
Процесс прокатки
с кинематической асимметрией рабочих валков представляет большой интерес
при модернизации существующего прокатного , правильного и дрессировочного оборудования , систем
автоматического регулирования толщины , профиля и планшетности прокатываемых
полос.
Снижение давления металла на валки , способствует
ресурсосбережению, повышению
производительности прокатного оборудования , повышению качества прокатываемых
полос, снижению металлоемкости оборудования.
В зависимости от кинематической асимметрии окружных скоростей рабочих валков , а также
условий натяжений концов полосы в очаге
деформации появляется зона с противонаправленными силами трения .
Длина зоны с
противонаправленными силами трения характеризуется коэффициентом
рассогласования окружных скоростей рабочих валков и
соотношением
других параметров процесса прокатки [1]
![]() , (1)
, (1)
где ![]() - большая и меньшая окружные
скорости рабочих валков.
- большая и меньшая окружные
скорости рабочих валков.
В зависимости от коэффициента рассогласован
ия окружных скоростей рабочих валков и
других параметров процесса прокатки
несимметричный способ может
осуществляться при различных соотношениях зоны
с
противоположно направленными силами трения .
Учитывая особенности скоростного режима рабочих валков
, для симметричного процесса прокатки
выполняется условие ![]()
(![]() =1) , для несимметричного способа прокатки выполняется условие
=1) , для несимметричного способа прокатки выполняется условие ![]() (
( ![]() -
продольная скорость полосы в плоскостях
входа и выхода из очага деформации).
-
продольная скорость полосы в плоскостях
входа и выхода из очага деформации).
Определим среднее
давления прокатки для несимметричного
процесса прокатки.
Для несимметричного процесса прокатки при условии существования трех зон ( отставания , опережения и зоны с противонаправленными силами трения
) условия равновесия будут иметь вид
![]()
![]() ( 2)
( 2)
![]()
где ![]() - толщина полосы в произвольном сечении очага деформации,
- толщина полосы в произвольном сечении очага деформации,
![]() - центральный угол
дуги захвата , соответствующий произвольному сечению очага деформации ,
- центральный угол
дуги захвата , соответствующий произвольному сечению очага деформации ,
![]() - продольные
напряжения в очаге деформации.
- продольные
напряжения в очаге деформации.
![]() -напряжения на
контактной поверхности полосы и валков ,
-напряжения на
контактной поверхности полосы и валков ,
![]() - удельные силы
трения на валках с большей и меньшей окружными скоростями.
- удельные силы
трения на валках с большей и меньшей окружными скоростями.
Для тонколистовой прокатки условие пластичности запишем
в виде
![]() ( 3)
( 3)
![]() - сопротивление металла пластической деформации ,
- сопротивление металла пластической деформации ,
![]() - коэффициент Лоде.
- коэффициент Лоде.
Для несимметричного процесса прокатки методика по определению удельного и среднего
давления основана на совместном решении приближенных дифференциальных уравнений
равновесия (2) и условия пластичности (3).
Кривая упрочнения полосы при холодной прокатке может быть аппроксимирована зависимостью
![]() , (4)
, (4)
где ![]() - сопротивление металла пластической деформации в не наклепанном
состоянии,
- сопротивление металла пластической деформации в не наклепанном
состоянии,
![]() -постоянный коэффициент
, характеризующий интенсивность упрочнения металла при замене действительной
кривой упрочнения прямолинейной зависимостью,
-постоянный коэффициент
, характеризующий интенсивность упрочнения металла при замене действительной
кривой упрочнения прямолинейной зависимостью,
![]() - коэффициент вытяжки в
предыдущих в рассматриваемом проходах.
- коэффициент вытяжки в
предыдущих в рассматриваемом проходах.
Толщину полосы в произвольном сечении очага деформации определим по
экспоненциальному закону.
Координаты критических углов на валках с большей и меньшей окружном скоростью , определим из условий
![]() (
( ![]() -продольная
скорость полосы в произвольном сечении очага деформации,
-продольная
скорость полосы в произвольном сечении очага деформации, ![]() - толщина полосы в плоскости входа в очаг деформации )
- толщина полосы в плоскости входа в очаг деформации )
 ,
,  , (5)
, (5)
где ![]() - скорость полосы в
плоскости выхода из валков,
- скорость полосы в
плоскости выхода из валков,
![]() -
большая и меньшая окружная скорость
рабочих валков,
-
большая и меньшая окружная скорость
рабочих валков,
![]() -коэффициент вытяжки в
рассматриваемом проходе,
-коэффициент вытяжки в
рассматриваемом проходе,
![]() - длина очага
деформации.
- длина очага
деформации.
Запишем последние равенства в виде
 (6)
(6)
С учетом трех зонного очага деформации среднее давление прокатки для несимметрично
процесса может быть определено в виде (рис.
1)
![]()
![]()
![]()
![]()
![]()
![]() ( 7)
( 7)
![]()
![]()
![]()
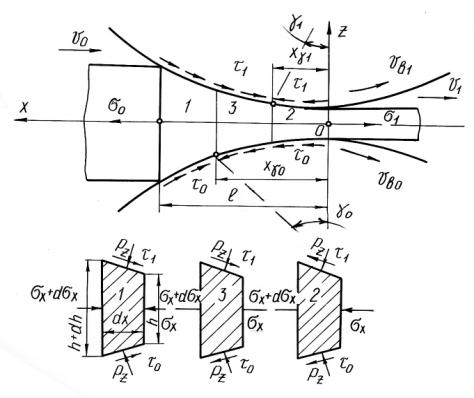
Рис. 1. Схема очага деформации при
несимметричной прокатке
Принимая![]() , для несимметричного
процесса прокатки после интегрирования зависимостей (7) среднее давление
прокатки для трех зонного очага деформации
запишем в виде
, для несимметричного
процесса прокатки после интегрирования зависимостей (7) среднее давление
прокатки для трех зонного очага деформации
запишем в виде
![]() ( 8)
( 8)
где ![]() - зависимость, определяемая координатами критических углов на валках с большей и меньшей окружной скоростью , коэффициентом
вытяжки , удельными силами трения [1],
- зависимость, определяемая координатами критических углов на валках с большей и меньшей окружной скоростью , коэффициентом
вытяжки , удельными силами трения [1],
![]() -сопротивление металла деформации в не
наклепанном
-сопротивление металла деформации в не
наклепанном
(отожженном) состоянии,
![]() -коэффициент Лоде,
-коэффициент Лоде,
![]() - коэффициент вытяжки
полосы в предыдущих в рассматриваемом проходе,
- коэффициент вытяжки
полосы в предыдущих в рассматриваемом проходе,
![]() - заднее удельное натяжение ,
- заднее удельное натяжение ,
![]() -удельные силы трения
на контакте полосы и валков .
-удельные силы трения
на контакте полосы и валков .
Полное
давления прокатки может быть определено в виде
![]() , ( 9)
, ( 9)
где ![]() - ширина прокатываемой полосы.
- ширина прокатываемой полосы.
Расчетные зависимости для
давления прокатки ,определенные по уравнению (9) могут быть использованы для симметричного и несимметричного процесса прокатки (рис.1). Для симметричного процесса прокатки в зависимостях
(5) и (6) следует принять ![]() . Точками на
рис.1 изображены экспериментальные данные при прокатки лент из стали 08 кп, толщиной 0,3 мм , шириной 60 мм на стане дуо 180 .
. Точками на
рис.1 изображены экспериментальные данные при прокатки лент из стали 08 кп, толщиной 0,3 мм , шириной 60 мм на стане дуо 180 .
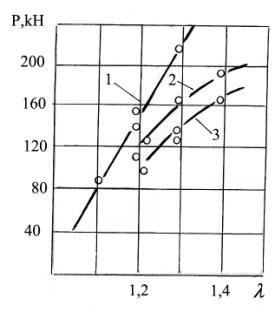
Рис.2.Влияние коэффициента вытяжки и рассогласования
окружных скоростей рабочих валков на полное давление прокатки полос из стали 08кп ( h 0 =0,3мм, B=60мм )
:1- ![]() =1 ;2-
=1 ;2-![]() =1,10; 3-
=1,10; 3- ![]() =1,15
=1,15
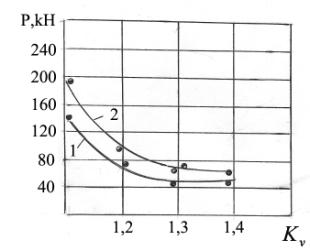
Рис.3.Влияние рассогласования окружных скоростей
рабочих валков на полное давление прокатки
полос из стали 08кп ( h 0 =0,3мм, B=60мм )
Анализ
кривых на рис.2 и 3 показывает, что наибольшее давление прокатки наблюдается при
симметричном процессе ( ![]() =1).
При этом с увеличением вытяжки полное давление прокатки резко увеличивается. При
несимметричной прокатке с кинематической асимметрией с увеличением
рассогласования окружных скоростей валков полное давление
прокатки снижается. Так ,при
=1).
При этом с увеличением вытяжки полное давление прокатки резко увеличивается. При
несимметричной прокатке с кинематической асимметрией с увеличением
рассогласования окружных скоростей валков полное давление
прокатки снижается. Так ,при ![]() =1,2 для симметричного способа давление прокатки
=1,2 для симметричного способа давление прокатки ![]() = 150 кН , при несимметричном способе: при
= 150 кН , при несимметричном способе: при ![]() =1,1 давление прокатки
=1,1 давление прокатки ![]() = 120 кН, при
= 120 кН, при ![]() =1,15 давление прокатки
=1,15 давление прокатки ![]() = 80 кН.
= 80 кН.
Таким образом
, при ![]() =1,2 давление прокатки при несимметричном способе снижается
при
=1,2 давление прокатки при несимметричном способе снижается
при ![]() =1,1 на 20%, при
=1,1 на 20%, при ![]() =1,15 на 46,6% по сравнению с величиной давления при
прокатке традиционным симметричным способом.
=1,15 на 46,6% по сравнению с величиной давления при
прокатке традиционным симметричным способом.
Большее снижение полного давления при прокатке несимметричным
способом по сравнению с симметричным
способом наблюдается при прокатке с большими вытяжками .
Так ,при ![]() =1,3 давление прокатки при несимметричном способе снижается
при
=1,3 давление прокатки при несимметричном способе снижается
при ![]() =1,1 на 39,4 %, при
=1,1 на 39,4 %, при ![]() =1,15 на 47,8 % по сравнению с величиной давления при
прокатке симметричным способом.
=1,15 на 47,8 % по сравнению с величиной давления при
прокатке симметричным способом.
Принимая
![]() из условия
энергетического баланса несимметричного процесса прокатки [2] ,получим
из условия
энергетического баланса несимметричного процесса прокатки [2] ,получим
![]() , ( 10)
, ( 10)
где ![]() - зависимость,
определяемая координатами
критических углов на валках с большей и
меньшей окружной скоростью , коэффициентом вытяжки , удельными силами трения [1].
- зависимость,
определяемая координатами
критических углов на валках с большей и
меньшей окружной скоростью , коэффициентом вытяжки , удельными силами трения [1].
Режим обжатий несимметричного процесса холодной
прокатки полос из коррозионностойкой
стали аустенитного класса на реверсивном стане кварто 1700 приведен
в табл. 1 [3].
Таблица 1
Режим прокатки полос из
стали 12Х18Н10Т на реверсивном стане кварто 1700 ( начальная толщина 2,5 ,
конечная толщина 0, 8 мм , ширина 1030 мм ) несимметричным способом
|
№ |
|
|
|
|
|
|
|
расчет |
расчет |
|
Отклон ение |
|
- |
мм |
мм |
- |
кН |
- |
- |
- |
кН |
МН |
МН |
% |
|
1 |
2,50 |
2,00 |
1,25 |
90 |
1,00 |
0,435 |
0,43 |
260 |
13,8 |
16,1 |
14,2 |
|
2 |
2,0 |
1,65 |
1.21 |
290 |
1,07 |
0,54 |
0,12 |
360 |
12,1 |
14,9 |
18,7 |
|
3 |
1,65 |
1,40 |
1,18 |
260 |
1,07 |
0,603 |
0,19 |
320 |
13,5 |
15,5 |
12,9 |
|
4 |
1,40 |
1,20 |
1,17 |
260 |
1,05 |
0,574 |
0,25 |
320 |
13,7 |
16,3 |
17,8 |
|
5 |
1,20 |
1,05 |
1,14 |
230 |
1,04 |
0,583 |
0,29 |
290 |
13,9 |
16,6 |
16,3 |
|
6 |
1,05 |
0,95 |
1,11 |
210 |
1,04 |
0,660 |
0,27 |
280 |
13,6 |
15,6 |
12,8 |
|
7 |
0,95 |
0,88 |
1,08 |
200 |
1,04 |
0,679 |
0,29 |
270 |
13,3 |
15,3 |
13,0 |
|
8 |
0,88 |
0,83 |
1,06 |
190 |
1,02 |
0,640 |
0,30 |
190 |
13,4 |
15,6 |
14,1 |
|
9 |
0,83 |
0,80 |
1,04 |
150 |
1,02 |
0,751 |
0,21 |
170 |
12,3 |
14,6 |
15,7 |
Анализ режима
обжатий полос из коррозионностойкой стали аустенитного класса при симметричном и
несимметричном процессе прокатки, приведенный в табл.1, показывает , что при кинематической асимметрии валков с
рассогласованием скоростей рабочих валков от 1,02 до 1,07 полное давление металла на валки в зависимости от
толщины полосы уменьшается по проходам
в среднем на 18%. Эффект снижения давления прокатки повышается с уменьшением толщины полосы и с ее упрочнением. Для полного
давлению прокатки отклонение расчетных данных , рассчитанных по зависимости
(9) , от экспериментальных данных составляет 12,9-18,7%.
Заключение
1. Приведены
зависимости для определения давления прокатки и натяжения концов полосы при холодной тонколистовой прокатке с кинематической асимметрией несимметричным способом . Зависимости для
расчета давления несимметричным
способом позволяют учесть : обжатие и упрочнение полосы, удельные силы трения ,
кинематическую асимметрию очага деформации,
натяжения концов полосы.
2.
Анализ режимов обжатий полос коррозионностойкой
стали аустенитного класса на стане 1700 симметричным и несимметричным способами, показал , что
при прокатке с кинематической асимметрии валков с рассогласованием
от 1,02 до 1,07 ,полное давление металла на валки в зависимости от толщины
полосы уменьшается по проходам в
среднем на 18%. Для полного давлению прокатки отклонение расчетных от экспериментальных данных составляет
12,9-18,7%.
Список литературы
1.
Максимов Е.А. ,Шаталов Р.Л. , Босхамджиев Н.Ш. Производство планшетных полос
при прокатке. -М.: Теплотехник , 2008.-336с
2. Процесс непрерывной прокатки \ Выдрин В.Н.,
Федосеенко А.С.,
Крайнов
В.И.- М.Металлургия, 1980.-688с
3.Повышение
эффективности холодной прокатки коррозионностойкой стали при рассогласовании
скоростей валков \ Агишев Л.А., Гришков А.И. Фишер А.Р. и др. \\Металлург.-1983 ,№4.- с.32-34.
Электронный адрес: maksimov50@mail.ru