Olga A. Sharaya
(Karaganda State Technical University, Kazakhstan)
Steel
hardening by laser exposure
Mechanic parts and mechanisms are in
most cases exposed to high thermal and mechanic stresses as well as to
chemically active and abrasive elements. Increasing their life time may be
obtained by modifying the surface, that is forming coats or layers on the parts
with enhanced properties required.
One
of the prospective ways of steel surface hardening is laser hardening. As
compared to the traditional methods of thermal treatment, laser hardening
provides for increased hardness and wear-resistance of carbonaceous and alloyed
steels, minimum deformations, a possibility of local hardening of work surfaces
and an automated process.
This
work has studied the impact of uninterrupted laser radiation on the structure
and properties of 45 steel. Laser treatment was conducted on the HEBR-2500
technological CO2 laser. Sample treatment modes were chosen as to
avoid weld penetration of the surface.
The
main parameters conditioning the experiment's final results are the density of
laser radiation capacity (S) and the speed of sample treatment (ν). Capacity density is responsible
for the size of the weld penetration area and the rightly adjusted speed of
treatment allows to harden without considerable surface melting.
The
density of laser radiation capacity was calculated with the formula below:
![]()
where as Р
is the laser radiation capacity, Wt, and d is the spot diameter, mm.
The
first bunch of samples was exposed to hardening with the following parameters:
laser radiation capacity P = 500Wt; sample treatment speed ν = 520 mm/min; laser head height I = 1, 5, 10, 15 mm.
The
surface weld penetration has been satisfactory, but the air current which cools
the lenses, inflates the melted layer of metal and grooves 1.5 mm deep are
formed on the surface of samples on both sides of the hardened area. Increasing
the height of the head above the sample and the capacity led to the increased
size of the treated area, which is not always desirable, so in further
experiments the speed of treatment was increased.
The
second bunch of samples had the following parameters: Р = 500 Wt; ν = 1400 mm/min; I = 1, 5, 9, 12, 15 mm. The first three samples of the second bunch also saw the formation of
grooves, but with the height of the head exceeding 10 mm the dispersion of melt
did not take place.
In
practice, whenever it is required to treat the surface without melting,
absorbing coatings are used. The wave length of the HEBR-2500 laser radiation,
which is 10,6 mkm, is almost fully absorbed by the aluminium oxide Al2O3,
so for the third bunch of samples the absorbing coating based on the aluminium
oxide mixed with the 4C varnish was used.
Samples
with the absorbing coating were treated under: P =
500 Wt; ν = 1400 mm/min; I = 1, 5, 9, 12, 15, 18 mm. It is
typical to observe melted grooves in case of the small height of the laser
head: I = 1 and 5 mm, but their maximum depth was only 0,4
mm. In other cases, the radiation burned through the coating, but the surface was not deformed, which means that there was no melting area.
The metallographic and
micro-durometric analyses were conducted on the METAVAL optical microscope with
an add-on for micro-hardness measurements.
The analysis of final
results showed that the hardened area depth in samples with melted surfaces was
at the level of 200 mkm without such melting.
The maximum
micro-hardness of the hardened area in samples where the hardening had been
conduced with surface melting, was 12900 MPa, in no-melting samples it was
10400 MPa and in absorbing coating samples it reached 7000 MPa whereas the
basic micro-hardness was 1800-2000 MPa.
The
microstructure of 45 steel after laser hardening is given in Picture 1.
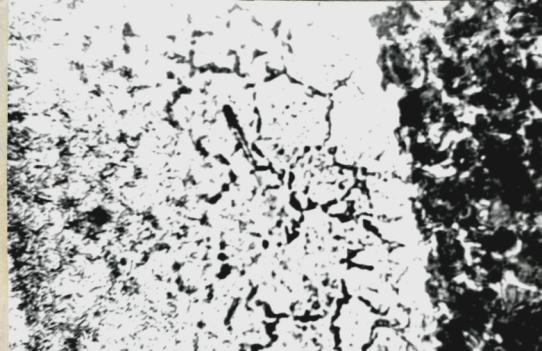
Picture 1. 45 Steel Microstructure, 100x
The surface layer of 45
steel samples after laser hardening with melting consists of four areas: the
melted layer 10-300 mkm deep with micro-hardness up to 10000 MPa made of
martensite with a small quantity of residual austenite; the hardened layer
70-100 mkm deep with micro-hardness of 10000-13000 MPa made of martensite with
needles twice bigger that in the first area; the transit area 60-80 mkm deep
with micro-hardness of 4000-4500 MPa made of martensite and the ferrite grid
and ferrite-pearlite basis of 45 steel. No-melting samples had not only the
melted area.
The distribution of
micro-hardness along the depth of the hardened layer shows that the maximum
values of micro-hardness have been observed at a certain distance from the
surface (in the second area), and afterwards are followed by a smooth decline
down to the initial values of 45 steel corresponding to 1800-2000 MPa (see
picture 2).
![]()

Picture 2. Distribution
of micro-hardness
along the depth of the hardened layer
● – with surface melting;
■ – without surface melting;
▲ – with absorbing coating.
The
practical studies managed to figure out optimal modes for 45 steel laser
hardening.