Технические науки
Металлургия
Жигуц Ю.Ю.,
Легета Я.П., Делеган В.І.
Ужгородський
національний університет, Україна
ВИКОРИСТАННЯ ТЕРМІТНИХ ЕКЗОТЕРМІЧНИХ
СУМІШЕЙ ДЛЯ ЖИВЛЕННЯ ПРОКАТНИХ ВАЛКІВ
Добре відома технологія термітних ливарних додатків високого температурного
градієнта, що використовується для живлення виливків [1]. Але ця технологія не
пристосована для живлення рідким сплавом прокатних чавунів типу СПХН і СШХН. На
заводі прокатних валків застосовано результати експериментальних плавок, для
валків масою 5,46 і 6,67 т. Експериментальні валки 580х1800 мм експортного
виконання заливалися рідким чавуном СШХН-42. На поверхню розплаву розміщувалися
три екзотермічних пакета масою 5 кг кожний. При цьому пакети встановлювалися
послідовно після контролю за утворенням твердої кірки на поверхні ливарної
додаткової частини щупом. Порційна закладка екзотермічної шихти, крім
збільшення тривалості горіння шихти дозволила знизити тепловтрати термітного
металу. У склад шихти, додатково вводився плавиковий шпат (CaF2), який знижує температуру запалення суміші і
підвищує рідкотекучість глиноземистого шлаку [2,3]. Екзотермічна шихта, що
складалася з 80% термітної суміші, 5,5% вуглецю (у вигляді чорного графіту
марки ГЛ1), 11% лігатури ЖКМК-1 (з вмістом 5% Mg), 3,5% феросиліцію (ФС75),
дозволила синтезувати високоперегрітий розплав складу аналогічного, залитому у
форму. Маса
шихти розраховувалась за спеціальними методиками [2].
Аналіз
досліджуваних валків показав, що рівні краї ливарного додатку для
експериментальних валків обмежували гладку поверхню, у відмінності від складної
розгалуженої усадкової раковини, притаманної валкам, отриманим стандартною
технологією. Це свідчить про достатність розігріву ливарного додатку, що
забезпечується направленим тепловідводом і підживленням рідким термітним
сплавом виливка. Наступна механічна обробка валків засвідчила відсутність
усадкових дефектів (пор, раковин) і незначне відхилення за хімічним складом
матеріалу шийки валка (табл. 1). У мікроструктурі поверхні чавунного валка
відбілу не виявлено. Зона ливарного додатку складалася з високоміцного чавуну з
глобулами графіту ГФ9-ГФ12 (ГОСТ 3443-77).
Таблиця 1
Хімічний склад досліджуваного валка
Місце
проби
|
Вміст
елементів, % за масою
|
|||||||
C
|
Si
|
Mn |
S
|
P
|
Ni
|
Cr
|
Mg
|
|
Шийка валка
|
3,42 |
0,88 |
0,75 |
0,10 |
0,11 |
0,92 |
0,67 |
0,07 |
Нижня частина додатку
|
3,42 |
0,83 |
0,70 |
0,08 |
0,10 |
0,89 |
0,52 |
0,06 |
Верхня частина додатку
|
3,36 |
0,81 |
0,64 |
0,06 |
0,06 |
0,33 |
0,25 |
0,04 |
В вищеописаних
випадках ливарний додаток на третину не доливався чавуном. Економія металу на
ливарні додатки склала 33%. Механічна обробка усадкових дефектів для шийок
валків не виявила. Структура глобулярного графіту забезпечувалася у чавуні
введенням в шихту модифікатора для глобуляризації – лігатури ЖКМК1. Результати
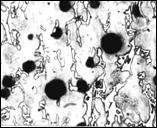
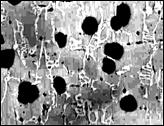
розрахунків і вибрані параметри шихти наведено в табл. 2, а мікроструктура
отриманих чавунів на рис.
Таблиця
2
Розрахункові
параметри металотермічної шихти
|
№ п/п |
Шихта |
Виконання
валків |
Склад терміту, % |
Вміст
домішок, в % від маси терміту2 |
|||||||
|
Залізна
окалина1 |
Алюмінієвий порошок ПА-2 |
Вуглець (ГЛ-1) |
Феросиліцій
(ФС75) |
Феромарганець
(ФМн75) |
Ферохром
(ФХ010) |
Нікель
(Н-4) |
Лігатура
(ЖКМК1) |
Плавиковий
шпат |
|||
|
1 |
Склад
1 |
СПХН |
74 |
26 |
2,9 |
1,2 |
0,8 |
0,65 |
0,57 |
– |
1,5 |
|
2 |
Склад
2 |
СШХН |
74 |
26 |
2,5 |
1,3 |
0,8 |
0,49 |
0,42 |
2,0 |
1,5 |
|
3 |
Склад
3 |
СШХН |
74 |
26 |
2,5 |
0,79 |
0,8 |
0,49 |
0,42 |
3,0 |
1,5 |
|
4 |
Склад
4 |
СШХН |
74 |
26 |
2,5 |
0,25 |
0,8 |
0,49 |
0,42 |
4,0 |
1,5 |
|
5 |
Склад
5 |
СШХН |
74 |
26 |
2,5 |
– |
0,8 |
0,49 |
0,42 |
5,0 |
1,5 |
В результаті
проведених експериментальних робіт встановлено, що для використання у термітних
додатках прокатних валків виконання СПХН може бути рекомендована металотермічна
шихта складу 1, а для валків виконання СШХН – шихти складів 4 та 5 (табл. 2),
про це свідчать і результати механічних випробувань отриманих чавунів.
а
б
в
Рис.
Мікроструктура робочого шару валків,
виготовлених за дослідною технологією: а) валок виконання СШХН-42 370х900 мм;
б) валок виконання СШХН-45 625х1600 мм; в) валок виконання СШХН-50 267х356 мм,
х100
Аналіз отриманих результатів показав, що технологія
термітних додатків практично не впливає на мікроструктуру і твердість робочого
шару і верхньої шийки прокатних валків, а границя міцності матеріалу верхньої
шийки, навіть, збільшується.
Висновки. Проведені теоретичні,
експериментальні і дослідно-промислові роботи дозволяють зробити наступні
висновки: 1) проведено апробацію складів шихт у технології термітних ливарних
додатків високого температурного градієнту при виготовленні прокатних валків, 2) отримані результати
дозволили розробити тимчасову технологічну інструкцію для використання
термітних додатків для живлення виливок прокатних валків.
Література:
1. Фасонное литье из термитной стали/Золковер
М.З., Гридунов А.С., Быльницкий-Бируля С.О. и др. -М.: Дориздат,
1950. − 48с.
2. Жигуц Ю., Широков В. Методика розрахунку складу екзотермічних шихт на основі термохімічного
аналізу// Машинознавство. − Львів. − 2005. − №4. − С.
48−50.
3. Патент №2001106677. Екзотермічна суміш для термітних ливарних
додатків/ Жигуц Ю.Ю., Скиба Ю.Ю. Бюл. №11, 2002.