Технические науки/8.Обработка материалов в машиностроении
Д.т.н., проф. Носуленко В.И., к.т.н. Шмелев В.Н.
Кировоградский национальный технический университет,
Украина
К вопросу полярности электрической эрозии в условиях процесса размерной
обработки электрической дугой
Процессы
выделения энергии в столбе дуги и на электродах в условиях размерной обработки
электрической дугой (РОД) нами уже рассматривались [1]. Согласно изложенного дугу рассматривают как сумму
трех самостоятельно действующих источников тепла на катоде, аноде и столбе
дуги. При этом качественные характеристики (качество) источники тепла на катоде
определяют возможность и качественную сторону процесса эрозии (обработки)
катода, а качественные характеристики (качество) источников тепла на аноде -
возможность и качественную сторону процесса эрозии (обработки) анода.
Сравнительные количественные и качественные оценки источников тепла на катоде и
аноде, в свою очередь, позволяют сделать выводы о полярности электрической
эрозии, поскольку, как известно, эффект электрической эрозии является полярным,
т.е. как количественно, так и качественно эрозия катода и анода отличаются.
Составить
достоверный баланс энергии для катодной области и отдельно для анодной области
дуги, то есть дать количественную и качественную характеристику источников
тепла отдельно на аноде и отдельно на катоде, используя существующие
классические представления об элементарных процессы в дуге, в настоящее времени
невозможно. Поэтому для изучения качества источников тепла на электродах надо,
по крайней мере сейчас, использовать другие средства. В частности, качество
источников тепла на электродах может быть охарактеризована объемной плотностью
тепловой мощности в катодном и анодном источниках тепла [2], которая, в свою очередь, определяется плотностью
тока и напряженностью электрического поля соответственно в катодной и анодной
областях дуги.
Плотность
тока в дуге, горящей в поперечном потоке жидкости, нами определена. Она в
5...10 и более раз превышает плотность тока открытых дуг и увеличивается
(уменьшается) при увеличении (уменьшении) динамического давления потока. При
этом напряженность электрического поля в приэлектродных областях в 2...3 раза
выше, чем в обычных дугах в воздухе, и увеличивается (уменьшается) при
увеличении (уменьшении) динамического давления потока. Следовательно при РОД объемная
плотность тепловой мощности в катодном и анодном источниках тепла значительно
выше (на порядок и более), чем у обычных дугах в воздухе, и регулируется в
широких пределах за счет изменения динамического давления потока, при этом при
увеличении (уменьшении) динамического давления потока объемная плотность
тепловой мощности указанных источников тепла увеличивается (уменьшается).
Поэтому такая дуга, в отличие от обычных дуг в воздухе, может быть использована
для размерной обработки металла.
Однако о
пригодности такой дуги для размерной обработки металла можно судить лишь по
характеру ее теплового воздействия на электроды, в частности по профилю лунок
обработанной поверхности и по величине и структуре зон термического влияния
соответственно на катоде и аноде.
Приведенные
профили лунок рис. 1 показывают, что площади поперечных сечений
"стружки" на катоде и аноде отличаются незначительно, причем при
увеличении Pd размеры
"стружки" в горизонтальном направлении уменьшаются заметно, а в
вертикальном направлении – незначительно.
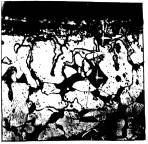
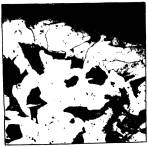
На рис. 2 показано снимки микроструктур зон термического влияния
на катоде и на аноде при I=400А и Pd=0,4МПа. На снимках видно, что зона термического влияния на аноде не только несколько
меньше, но также нет характерного для электроэрозионной обработки
поверхностного слоя повышенной твердости (поскольку зерна феррита выходят к
периферии шлифа), что в частности, облегчает дальнейшую механическую обработку.
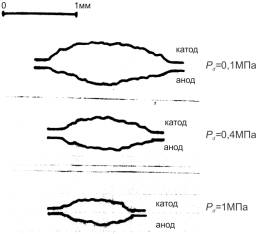
Рис. 1 Профиль одиночной лунки на катоде
и аноде из стали 45 при I=400А
а. б.
Рис. 2 Микроструктура
зоны термического влияния на катоде (а)
и аноде (б) из стали 45
В
диапазоне исследованных режимов обработки полученные данные позволяют
достаточно достоверно судить о качестве источников тепла на электродах, а
следовательно о полярности электрической эрозии и технологические режимы,
которым надо отдать предпочтение. Так, поскольку эрозированные объемы и толщина
зоны термического влияния на катоде и аноде отличаются незначительно, можно
сделать выводы, что качественные и количественные характеристики катодного и
анодного источников тепла, в известных пределах, одинаковы. Уменьшение толщины
зоны термического влияния практически до нуля при соответствующем увеличении Pd позволяет сделать вывод,
что при горении дуги в поперечном потоке жидкости эрозия электродов может
происходить в широком диапазоне режимов, начиная от размерного плавления и
кончая размерным испарением, а достигается это соответствующим регулированием
динамического давления потока.
При
использовании электрода-заготовки (ЭЗ) из стали и электрода-инструмента (ЭИ) из
графита качество источника тепла на ЭЗ, а, соответственно, количественная и
качественная стороны процесса обработки определяются в значительной мере
полярностью электродов. При этом по площади катодного источника тепла (если ЭЗ
является катод) тепловая мощность распределена достаточно равномерно, тогда как
по площади анодного источники тепла (если ЭЗ является анод) она распределена
неравномерно, с явно выраженным максимумом в центре, в результате чего
шероховатость анода значительно превышает шероховатость катода (рис. 3). При
этом анодный источник тепла обеспечивает значительно более высокую производительность
(примерно в 1,5...1,8 раза), чем катодный. Следовательно, если надо обеспечить
высокое качество обработки, то следует применять обратную полярность, для
обеспечения более высокой производительности – прямую полярность.
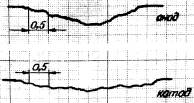
Рис. 4 Профиль лунок на аноде и катоде из стали 45 при
использовании электрода из материала МПГ-7 при I=400А и Pd=0,1МПа
Качество
источников тепла на электродах значительной степени определяется
теплофизическими константами материала электродов. К примеру, в отличие от
стальных, тугоплавкие катоды, например, из твердого сплава, разрушаются
значительно менее интенсивно, чем аноды. Поэтому твердые сплавы в условиях РОД
обрабатываются только на прямой полярности.
Надо
учитывать, что качество источников тепла на электродах может определяться и
быть разной в связи с различными гидродинамическими режимами движения жидкости
по высоте межэлектродного зазора. Это касается, прежде всего, участков, где
происходит изменение направления течи рабочей жидкости. Так, например, при
реализации процесса между стальными электродами одного диаметра при Pd=0,4 МПа при относительном
смещении электродов – пусть даже на десятые доли миллиметра, наблюдается явно
выраженная неравномерная эрозия электродов. Особенно это заметно на диаметрально
противоположных участках. Такого не наблюдается,
например, при отсутствии
смещения электродов или при значительной прошивке. Это
означает, что определяющими в этом случае являются различные гидродинамические
режимы течения рабочей жидкости по высоте межэлектродного зазора, обусловливающие
различное качество источников тепла на электродах, а, следовательно, различные
количественные и качественные характеристики процесса эрозии электродов.
Получает объяснение также факт инверсии электрической эрозии.
Выводы: Если надо обеспечить высокое качество обработки, то
следует применять обратную полярность, для обеспечения более высокой
производительности – прямую полярность. Возможности, качественные и
количественные характеристики процесса РОД определяются качественными
характеристиками (качеством) источников тепла на электродах, прежде всего,
объемной плотностью тепловой мощности. Она определяется динамическим давлением
потока рабочей жидкости, а также, в известных пределах, полярностью электродов.
В связи с этим возможно легко (за счет регулирования скорости потока рабочей
жидкости) управлять качеством источников тепла на электродах, а следовательно и
качеством процесса эрозии, осуществляя обработку независимо от тока в широком
диапазоне режимов, начиная от грубого размерного плавления и до превалирующего
тонкого размерного испарения.
ЛИТЕРАТУРА
1. Носуленко В. И.
Электрическая дуга в поперечном потоке среды-диэлектрика как источник тепла для
новых технологий // Электронная обработка материалов, 2005, № 2. - С. 26-33.
2. Носуленко В. І. Про якість джерел тепла на електродах і полярність
електричної ерозії при РОД // Збірник наукових праць КІСМ. Вип 2. Кіровоград:
КІСМ, 1998. с. 144-150.